Grafit
Odporność na wysokie temperatury, Odporność na szok termiczny, Wysoka temperatura topnienia, Wysoka czystość.
Producenci grafitu mają swoją pozycję w świecie materiałów ogniotrwałych, gdzie sprzedawany przez nich grafit jest używany do budowy cegieł piecowych i wielkopiecowych. Jest on również wykorzystywany do produkcji tygli, kadzi i form do przechowywania stopionych metali. Grafit w płatkach jest jednym z najczęściej stosowanych materiałów w produkcji materiałów ogniotrwałych do ciągłego odlewania stali. Dzięki wyjątkowo wysokiej temperaturze topnienia grafitu, producent nie może popełnić błędu, zaopatrując przemysł chemiczny.

Grafit jest stosowany w procesach wysokotemperaturowych, takich jak produkcja fosforu i węglika wapnia w piecach łukowych. Jest on również używany do przewodzenia prądu w niektórych wodnych procesach elektrolitycznych, takich jak produkcja chlorowców, takich jak chlor i fluor. Elektrografit o wysokiej czystości jest dobrze dostosowany do potrzeb przemysłu jądrowego ze względu na niską absorpcję neutronów, wysoką przewodność cieplną i zachowaną wytrzymałość w wysokich temperaturach.
Do wielu zastosowań w piecach i innych aplikacjach wysokotemperaturowych możemy zaoferować części wykonane z grafitu prasowanego. Choć nieco mniej wytrzymały niż grafit ISO, grafit wytłaczany idealnie nadaje się do wielu zastosowań, w tym do elementów grzejnych pieców, uchwytów i mebli, susceptorów, form, tygli oraz tac i łodzi spiekalniczych. Grafit ekstrudowany jest również szeroko stosowany jako materiał katodowy lub anodowy w szerokiej gamie zastosowań w ogniwach elektrolitycznych.
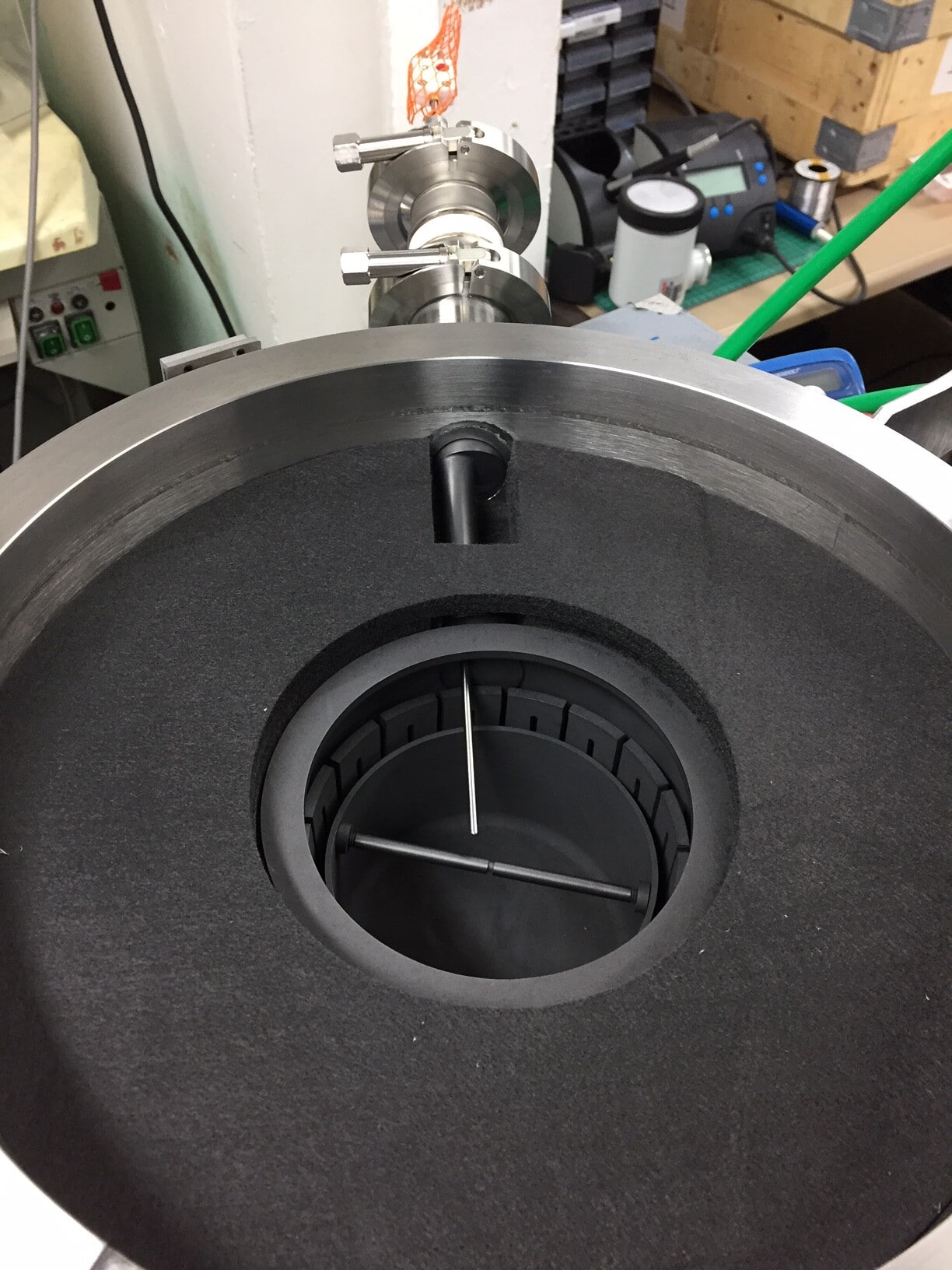
Krzem jest oczyszczany, umieszczany w tyglu z innymi elementami, a następnie topiony w bardzo wysokiej temperaturze. Pręt krzemowy jest umieszczany na powierzchni stopionego krzemu w tyglu, a następnie wyciągany i obracany w celu utworzenia wlewka monokrystalicznego.
Zastosowania: Wyciąganie krzemu monokrystalicznego (znane jako technika Czochralskiego, a czasami nazywane wyciąganiem CZ)
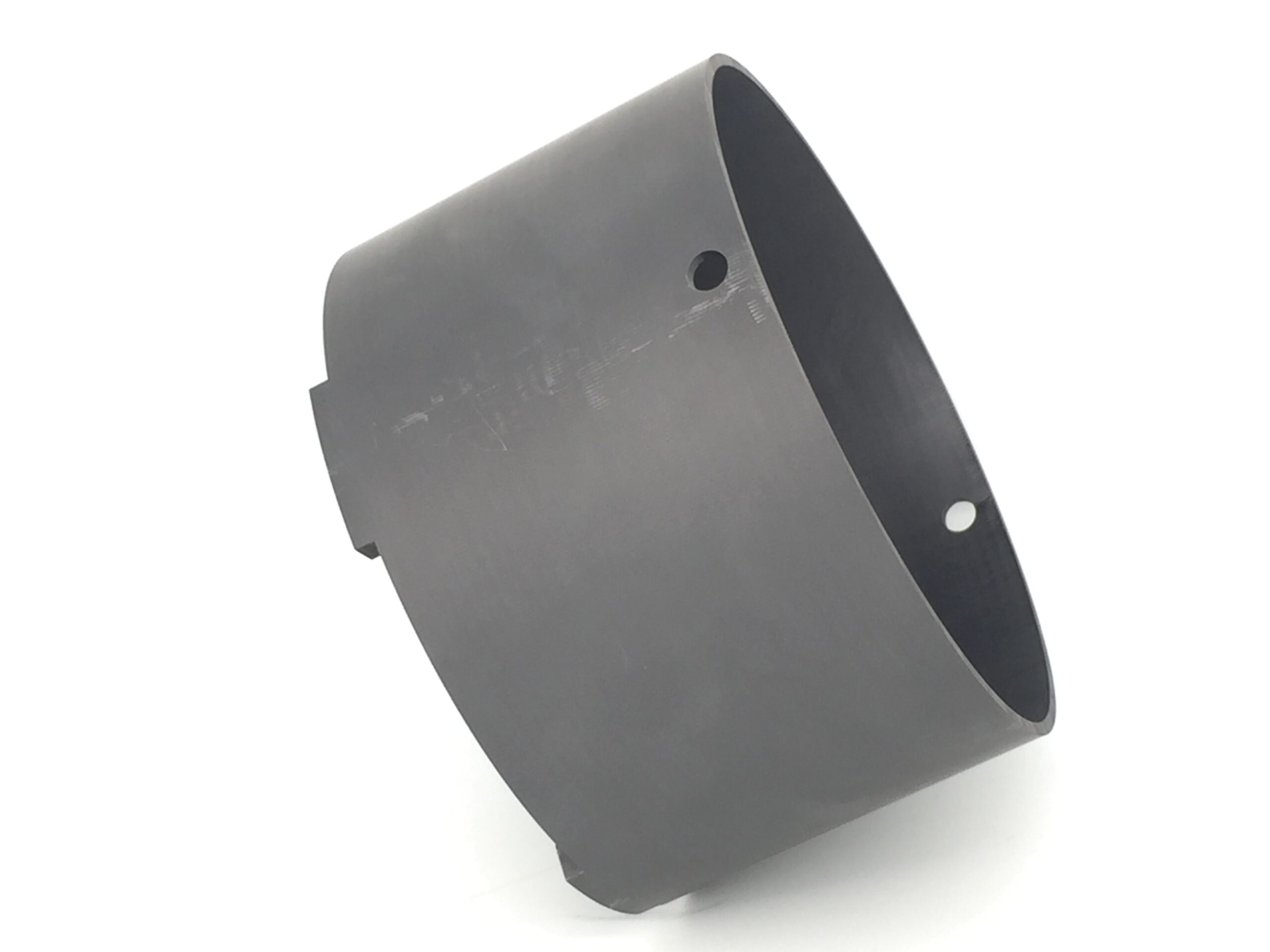
W implantacji jonowej, zderzenia wiązek jonów narażają metalowe elementy na duże zużycie. Do ochrony takich elementów stosuje się osłony grafitowe.
Mają one stosunkowo drobny rozmiar ziarna i mają dobre właściwości mechaniczne, elektryczne i termiczne, przy niskiej zawartości popiołu. Preferencyjna orientacja ziaren jest ich szczególną właściwością. Gęstość, wytrzymałość i odporność na utlenianie mogą być poprawione przez dalszą impregnację.
Koks jest składnikiem produkowanym w rafineriach poprzez ogrzewanie węgla kamiennego (600°C - 1200°C). Wymaga to specjalnie zaprojektowanych pieców wykorzystujących gazy spalinowe o ograniczonej dostępności tlenu.
Po sprawdzeniu surowców następuje ich sproszkowanie do określonej wielkości ziarna. Specjalne maszyny, które mielą materiał, przesypują uzyskany bardzo drobny pył węglowy do specjalnych worków i sortują go według wielkości ziaren.
Jest to produkt uboczny koksowania (tj. prażenia bez dostępu powietrza w temperaturze 1000-1200°C) węgla kamiennego. Pitch jest gęstą, czarną cieczą.
Po zakończeniu procesu mielenia koksu jest on łączony z pakiem. Oba surowce są mieszane w wysokiej temperaturze, aby węgiel mógł się stopić i połączyć z ziarnami koksu.
Po procesie mieszania powstają małe kulki węglowe, które muszą być ponownie zmielone na bardzo drobne ziarna.
Wyciskanie polega na formowaniu mieszaniny proszków poprzez przetłaczanie ich przez matrycę z otworem w jednym kierunku. W wyniku wytłaczania powstaje długi produkt (pręty, bloki, rury) o regularnym przekroju. Wytłaczane materiały grafitowe są izotropowe, co oznacza, że właściwości w kierunku wytłaczania różnią się od właściwości w pozostałych kierunkach.
Kolejnym i zarazem najdłuższym etapem (2-3 miesiące) jest wypiek w piecu. Równomiernie sprasowany materiał umieszczany jest w dużych piecach, w których temperatura dochodzi do 1000°C. Aby uniknąć jakichkolwiek wad czy pęknięć, temperatura w piecu jest stale kontrolowana. Po zakończeniu wypiekania blok osiąga pożądaną twardość.
Na tym etapie procesu blok może być impregnowany pakiem i ponownie wypalony w celu zmniejszenia jego porowatości. Impregnacja odbywa się zazwyczaj przy użyciu smoły o niższej lepkości niż smoła użyta jako spoiwo. Niska lepkość jest konieczna do dokładniejszego wypełnienia szczelin.
Na tym etapie matryca atomów węgla jest już uporządkowana, a proces przejścia od węgla do grafitu nazywamy grafityzacją. Grafityzacja polega na podgrzaniu wyprodukowanych bloków do temperatury około 3000°C. Po grafityzacji znacznie poprawia się gęstość, przewodność elektryczna, przewodność cieplna i odporność na korozję oraz zwiększa się wydajność obróbki.
Kiedy materiał jest już w pełni gotowy i skontrolowany, może zostać wyprodukowany zgodnie z dokumentacją klienta.
Po grafityzacji należy skontrolować wszystkie właściwości grafitu - w tym wielkość ziarna, gęstość, wytrzymałość na zginanie i ściskanie.
Jeśli grafit izostatyczny jest używany w przemyśle półprzewodnikowym, monokrystalicznym krzemowym i energii atomowej, wymaga wysokiej czystości, więc wszystkie zanieczyszczenia muszą być usunięte metodami chemicznymi. Typowa praktyka usuwania zanieczyszczeń grafitu polega na umieszczeniu grafitowanego produktu w gazie halogenowym i podgrzaniu go do temperatury około 2000°C.
W zależności od zastosowania grafitu, jego powierzchnie mogą być frezowane i mieć gładkie powierzchnie.
Po zakończeniu obróbki końcowej, gotowy detal grafitowy jest wysyłany do klienta.
Ten rodzaj grafitu jest odpowiedni dla następujących branż:
Proszki grafitu ekspandującego są wykonane z naturalnego grafitu płatkowego poddanego obróbce w procesach chemicznych lub elektrochemicznych. Mogą one rozszerzać się 150-250 razy w objętości w wysokiej temperaturze, mają dużą powierzchnię, wysoką energię powierzchniową, dobrą elastyczność, sprężystość i plastyczność itp.
Klasy | Wielkość cząstek (siatka) | min. Węgiel stały (%) | min. Plus Mesh (%) | min. Minus Wielkość (%) | max. Wilgotność (%) | max. Fe (ppm) | max. Mo (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | - | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | - | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | - | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | - | 0.2 | 50 | 0.4 |
| Klasy | Wielkość cząstek (siatka) | min. Węgiel stały (%) | min. Minus oczko (%) | min. Wilgotność (%) |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| Klasy | C (%) min. | Popiół (%) max. | H2O (%) max. | Wielkość cząstek stałych D50 (μm) | Kran (g/m1) | Morfologia |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | Prawie sferoida |
| Klasy | C (%) min. | Popiół (%) max. | H2O (%) max. | Fe (ppm) maks. | Mo (ppm) maks. | Cu (ppm) maks. | As (ppm) maks. | Pb (ppm) maks. | Cd (ppm) maks. | Cr (ppm) maks. | Wielkość cząstek siatka |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| Klasy | C (%) min. | Popiół (%) max. | H2O (%) max. | Fe (ppm) maks. | Mo (ppm) maks. | Cu (ppm) maks. | Ph | Wielkość cząstek siatka |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
Ten rodzaj grafitu jest odpowiedni dla następujących branż:
Prasowane materiały grafitowe o drobnej wielkości ziarna charakteryzują się wysoką anizotropią. Materiał ten zapewnia bardzo szeroki zakres właściwości w zakresie wytrzymałości mechanicznej, tarcia i przewodności, które są jeszcze bardziej wzmocnione przez impregnację żywicą lub metalem.
Ze względu na drobne ziarno i jednorodną strukturę grafitów Thermic Edge, często mogą one zastąpić droższy grafit prasowany izostatycznie. Jednakże, wymiary są ograniczone.
Koks jest składnikiem produkowanym w rafineriach ropy naftowej poprzez ogrzewanie węgla kamiennego (600-1200°C). Proces ten odbywa się w specjalnie zaprojektowanym piecu koksowniczym, przy użyciu gazów spalinowych i ograniczonej dostępności tlenu. Ma on wyższą wartość kaloryczną niż konwencjonalny węgiel kopalny.
Po sprawdzeniu surowców następuje ich sproszkowanie do określonej wielkości ziarna. Specjalne maszyny, które mielą materiał, przesypują uzyskany bardzo drobny pył węglowy do specjalnych worków i jest on sortowany według wielkości ziaren.
Jest to produkt uboczny koksowania (tj. prażenia bez dostępu powietrza w temperaturze 1000-1200°C) węgla kamiennego. Pitch jest gęstą, czarną cieczą.
Po zakończeniu procesu mielenia koksu jest on łączony z pakiem. Oba surowce są mieszane w wysokiej temperaturze, aby węgiel mógł się stopić i połączyć z ziarnami koksu.
Po procesie mieszania powstają małe kulki węglowe, które muszą być ponownie zmielone na bardzo drobne ziarna.
Formowanie matrycowe jest metodą zagęszczania proszku poprzez zastosowanie jednoosiowego nacisku na proszek umieszczony w formie. Nacisk wywierany jest na mieszankę proszkową w jednym kierunku i zależy od kształtu formy, w której wywierany jest nacisk. Poprzez ustawienie różnych nacisków na formę można uzyskać różne właściwości grafitu.
Kolejnym i zarazem najdłuższym etapem (2-3 miesiące) jest wypiek w piecu. Równomiernie sprasowany materiał umieszczany jest w dużych piecach, w których temperatura dochodzi do 1000°C. Aby uniknąć jakichkolwiek wad czy pęknięć, temperatura w piecu jest stale kontrolowana. Po zakończeniu wypiekania blok osiąga pożądaną twardość.
Na tym etapie procesu blok może być impregnowany pakiem i ponownie wypalony w celu zmniejszenia jego porowatości. Impregnacja odbywa się zazwyczaj przy użyciu smoły o niższej lepkości niż smoła użyta jako spoiwo. Niska lepkość jest konieczna do dokładniejszego wypełnienia szczelin.
Na tym etapie matryca atomów węgla jest już uporządkowana, a proces przejścia od węgla do grafitu nazywamy grafityzacją. Grafityzacja polega na podgrzaniu wyprodukowanych bloków do temperatury około 3000°C. Po grafityzacji znacznie poprawia się gęstość, przewodność elektryczna, przewodność cieplna i odporność na korozję oraz zwiększa się wydajność obróbki.
Po grafityzacji należy skontrolować wszystkie właściwości grafitu - w tym wielkość ziarna, gęstość, wytrzymałość na zginanie i ściskanie.
Kiedy materiał jest już w pełni gotowy i skontrolowany, może zostać wyprodukowany zgodnie z dokumentacją klienta.
Jeśli grafit izostatyczny jest używany w przemyśle półprzewodnikowym, monokrystalicznym krzemowym i energii atomowej, wymaga wysokiej czystości, więc wszystkie zanieczyszczenia muszą być usunięte metodami chemicznymi. Typowa praktyka usuwania zanieczyszczeń grafitu polega na umieszczeniu grafitowanego produktu w gazie halogenowym i podgrzaniu go do temperatury około 2000°C.
W zależności od zastosowania grafitu, jego powierzchnie mogą być frezowane i mieć gładkie powierzchnie.
Po ostatecznej obróbce, gotowy detal grafitowy jest pakowany i wysyłany do klienta.
Ten rodzaj grafitu jest odpowiedni dla następujących branż:
Nasze formowane wibracyjnie grafity mają średnią wielkość ziarna, dobrą jednorodną strukturę, prawie izotropowe właściwości i niską zawartość popiołu. Mogą być produkowane w dużych rozmiarach, takich jak 400x650x2200mm, 400x850x1900mm i 800x850x3300mm.
Koks jest składnikiem produkowanym w rafineriach ropy naftowej poprzez ogrzewanie węgla kamiennego (600-1200°C). Proces ten odbywa się w specjalnie zaprojektowanym piecu koksowniczym, przy użyciu gazów spalinowych i ograniczonej dostępności tlenu. Ma on wyższą wartość kaloryczną niż konwencjonalny węgiel kopalny.
Po sprawdzeniu surowców następuje ich sproszkowanie do określonej wielkości ziarna. Specjalne maszyny, które mielą materiał, przesypują uzyskany bardzo drobny pył węglowy do specjalnych worków i jest on sortowany według wielkości ziaren.
Jest to produkt uboczny koksowania (tj. prażenia bez dostępu powietrza w temperaturze 1000-1200°C) węgla kamiennego. Pitch jest gęstą, czarną cieczą.
Po zakończeniu procesu mielenia koksu jest on łączony z pakiem. Oba surowce są mieszane w wysokiej temperaturze, aby węgiel mógł się stopić i połączyć z ziarnami koksu.
Po procesie mieszania powstają małe kulki węglowe, które muszą być ponownie zmielone na bardzo drobne ziarna.
Formowanie wibracyjne jest nieciągłą metodą kształtowania produktów o dużych gabarytach. Formę wypełnia się ciastowatą masą, a następnie nakłada się na nią ciężką metalową płytę. W kolejnym etapie materiał jest zagęszczany poprzez wibrowanie formy. Uformowane bryły mają większą izotropowość w porównaniu z materiałami wytłaczanymi.
Kolejnym i zarazem najdłuższym etapem (2-3 miesiące) jest wypiek w piecu. Równomiernie sprasowany materiał umieszczany jest w dużych piecach, w których temperatura dochodzi do 1000°C. Aby uniknąć jakichkolwiek wad czy pęknięć, temperatura w piecu jest stale kontrolowana. Po zakończeniu wypiekania blok osiąga pożądaną twardość.
Na tym etapie procesu blok może być impregnowany pakiem i ponownie wypalony w celu zmniejszenia jego porowatości. Impregnacja odbywa się zazwyczaj przy użyciu smoły o niższej lepkości niż smoła użyta jako spoiwo. Niska lepkość jest konieczna do dokładniejszego wypełnienia szczelin.
Na tym etapie matryca atomów węgla jest już uporządkowana, a proces przejścia od węgla do grafitu nazywamy grafityzacją. Grafityzacja polega na podgrzaniu wyprodukowanych bloków do temperatury około 3000°C. Po grafityzacji znacznie poprawia się gęstość, przewodność elektryczna, przewodność cieplna i odporność na korozję oraz zwiększa się wydajność obróbki.
Po grafityzacji należy skontrolować wszystkie właściwości grafitu - w tym wielkość ziarna, gęstość, wytrzymałość na zginanie i ściskanie.
Kiedy materiał jest już w pełni gotowy i skontrolowany, może zostać wyprodukowany zgodnie z dokumentacją klienta.
Jeśli grafit izostatyczny jest używany w przemyśle półprzewodnikowym, monokrystalicznym krzemowym i energii atomowej, wymaga wysokiej czystości, więc wszystkie zanieczyszczenia muszą być usunięte metodami chemicznymi. Typowa praktyka usuwania zanieczyszczeń grafitu polega na umieszczeniu grafitowanego produktu w gazie halogenowym i podgrzaniu go do temperatury około 2000°C.
W zależności od zastosowania grafitu, jego powierzchnie mogą być frezowane i mieć gładkie powierzchnie.
Po ostatecznej obróbce, gotowy detal grafitowy jest pakowany i wysyłany do klienta.
Ten rodzaj grafitu jest odpowiedni dla następujących branż:
Nasze izostatycznie prasowane grafity są produkowane metodą CIP (Cold Isostatic Pressing). Ten bardzo drobnoziarnisty materiał grafitowy pozwala na osiągnięcie wysokich gęstości.
Koks jest składnikiem produkowanym w rafineriach ropy naftowej poprzez ogrzewanie węgla kamiennego (600-1200°C). Proces ten odbywa się w specjalnie zaprojektowanym piecu koksowniczym, przy użyciu gazów spalinowych i ograniczonej dostępności tlenu. Ma on wyższą wartość kaloryczną niż konwencjonalny węgiel kopalny.
Po sprawdzeniu surowców następuje ich sproszkowanie do określonej wielkości ziarna. Specjalne maszyny, które mielą materiał, przesypują uzyskany bardzo drobny pył węglowy do specjalnych worków i jest on sortowany według wielkości ziaren.
Jest to produkt uboczny koksowania (tj. prażenia bez dostępu powietrza w temperaturze 1000-1200°C) węgla kamiennego. Pitch jest gęstą, czarną cieczą.
Po zakończeniu procesu mielenia koksu jest on łączony z pakiem. Oba surowce są mieszane w wysokiej temperaturze, aby węgiel mógł się stopić i połączyć z ziarnami koksu.
Po procesie mieszania powstają małe kulki węglowe, które muszą być ponownie zmielone na bardzo drobne ziarna.
Gdy drobne ziarna o wymaganej wielkości są już gotowe, następuje etap prasowania. Uzyskany proszek umieszczany jest w dużych formach, których rozmiary odpowiadają ostatecznym rozmiarom bloków. Sproszkowany węgiel w formach poddawany jest działaniu wysokiego ciśnienia (ponad 150 MPa), które wywiera jednakową siłę i nacisk na ziarna, dzięki czemu są one symetrycznie ułożone i w konsekwencji równomiernie rozłożone. Metoda ta pozwala na uzyskanie jednakowych parametrów grafitu w całej formie.
Kolejnym i zarazem najdłuższym etapem (2-3 miesiące) jest wypiek w piecu. Równomiernie sprasowany materiał umieszczany jest w dużych piecach, w których temperatura dochodzi do 1000°C. Aby uniknąć jakichkolwiek wad czy pęknięć, temperatura w piecu jest stale kontrolowana. Po zakończeniu wypiekania blok osiąga pożądaną twardość.
Na tym etapie procesu blok może być impregnowany pakiem i ponownie wypalony w celu zmniejszenia jego porowatości. Impregnacja odbywa się zazwyczaj przy użyciu smoły o niższej lepkości niż smoła użyta jako spoiwo. Niska lepkość jest konieczna do dokładniejszego wypełnienia szczelin.
Na tym etapie matryca atomów węgla jest już uporządkowana, a proces przejścia od węgla do grafitu nazywamy grafityzacją. Grafityzacja polega na podgrzaniu wyprodukowanych bloków do temperatury około 3000°C. Po grafityzacji znacznie poprawia się gęstość, przewodność elektryczna, przewodność cieplna i odporność na korozję oraz zwiększa się wydajność obróbki.
Po grafityzacji należy skontrolować wszystkie właściwości grafitu - w tym wielkość ziarna, gęstość, wytrzymałość na zginanie i ściskanie.
Kiedy materiał jest już w pełni gotowy i skontrolowany, może zostać wyprodukowany zgodnie z dokumentacją klienta.
Jeśli grafit izostatyczny jest używany w przemyśle półprzewodnikowym, monokrystalicznym krzemowym i energii atomowej, wymaga wysokiej czystości, więc wszystkie zanieczyszczenia muszą być usunięte metodami chemicznymi. Typowa praktyka usuwania zanieczyszczeń grafitu polega na umieszczeniu grafitowanego produktu w gazie halogenowym i podgrzaniu go do temperatury około 2000°C.
W zależności od zastosowania grafitu, jego powierzchnie mogą być frezowane i mieć gładkie powierzchnie.
Po ostatecznej obróbce, gotowy detal grafitowy jest pakowany i wysyłany do klienta.
Możemy dostarczyć nasz grafit izostatyczny w postaci:
Nasze produkty z grafitu izotatycznego mogą być również oczyszczone do <5ppm na życzenie.
Ten rodzaj grafitu jest odpowiedni dla następujących branż:
Materiały kompozytowe Carbon Carbon łączą w sobie unikalne właściwości pierwiastka Carbon (szczególnie wysoką odporność na ciepło i korozję chemiczną) oraz właściwości fizyczne włókien węglowych, które nadają produktowi końcowemu wysoką wytrzymałość i elastyczność.
Kompozyty C/C wytwarzane są z włókien węglowych, które układane są warstwowo tworząc matrycę z włókien węglowych. Kompozyty te umożliwiają wytwarzanie części o doskonałej odporności termicznej, niewielkiej masie i dużej wytrzymałości.
Firma Thermic Edge szczyci się tym, że jest liderem w branży technologii ogrzewania próżniowego. Zapewniamy kompleksową obsługę, a nasze dostosowane do potrzeb klienta i wszechstronne produkty zapewniają narzędzia niezbędne do wszelkich zastosowań w zakresie gazów obojętnych, HV i UHV.
Ta strona używa plików cookie, aby zapewnić Ci najlepsze wrażenia. Więcej informacji można znaleźć w naszej Polityce Prywatności.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}