Grafito
Resistente a altas temperaturas, resistente al choque térmico, alto punto de fusión, alta pureza.
Los fabricantes de grafito se mantienen en el mundo de los refractarios, donde el grafito que venden se utiliza para construir ladrillos para hornos y altos hornos. También se utiliza para fabricar crisoles, cucharas y moldes para contener metales fundidos. La escama de grafito es uno de los materiales más utilizados en la fabricación de refractarios para la colada continua de acero. Con el punto de fusión extremadamente alto de los grafitos, un fabricante no puede equivocarse al atender a la industria química.

El grafito se utiliza en procesos de alta temperatura como la producción de fósforo y carburo de calcio en hornos de arco. También se utiliza para conducir la electricidad en algunos procesos electrolíticos acuosos como la producción de halógenos como el cloro y el flúor. La electrografita de alta pureza es muy adecuada para la industria nuclear por su baja absorción de neutrones, su alta conductividad térmica y el mantenimiento de su resistencia a altas temperaturas.
Para muchas aplicaciones de hornos y otras de alta temperatura, podemos ofrecer piezas fabricadas con grafito extruido. Aunque su resistencia es ligeramente inferior a la del grafito ISO, el grafito extruido es ideal para muchas aplicaciones, como elementos de calefacción de hornos, accesorios y mobiliario, susceptores, moldes, crisoles y bandejas y barcos de sinterización. El grafito extruido también se utiliza ampliamente como material catódico o anódico en una amplia variedad de aplicaciones de celdas electrolíticas.
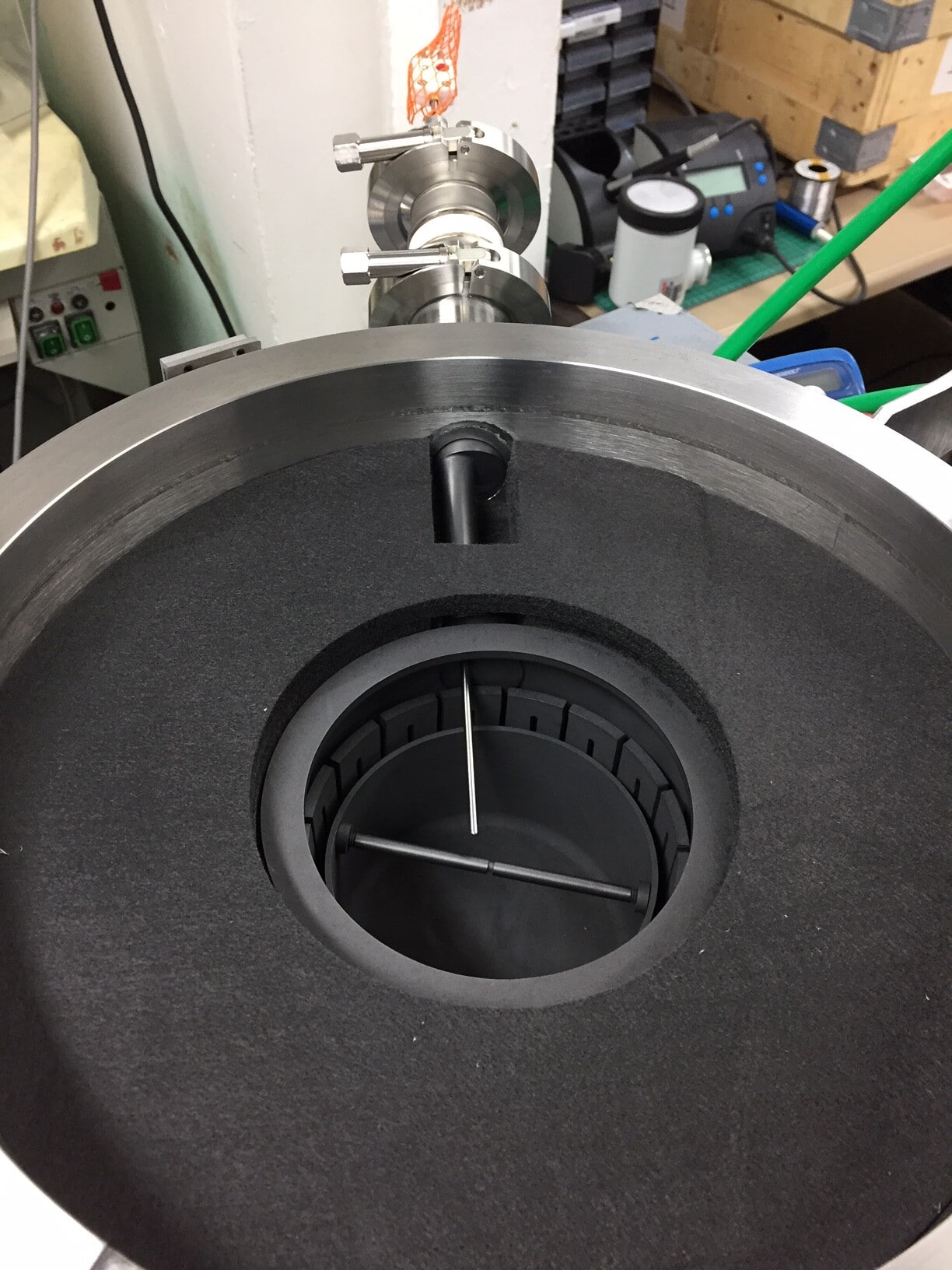
El silicio se purifica, se introduce en un crisol con otros elementos y se funde a una temperatura muy alta. Se coloca una varilla de silicio en la superficie del silicio fundido en el crisol, y luego se tira de ella y se gira para formar un lingote monocristalino.
Aplicaciones: Tirado de silicio monocristalino (conocido como técnica Czochralski, y a veces llamado tirado de CZ)
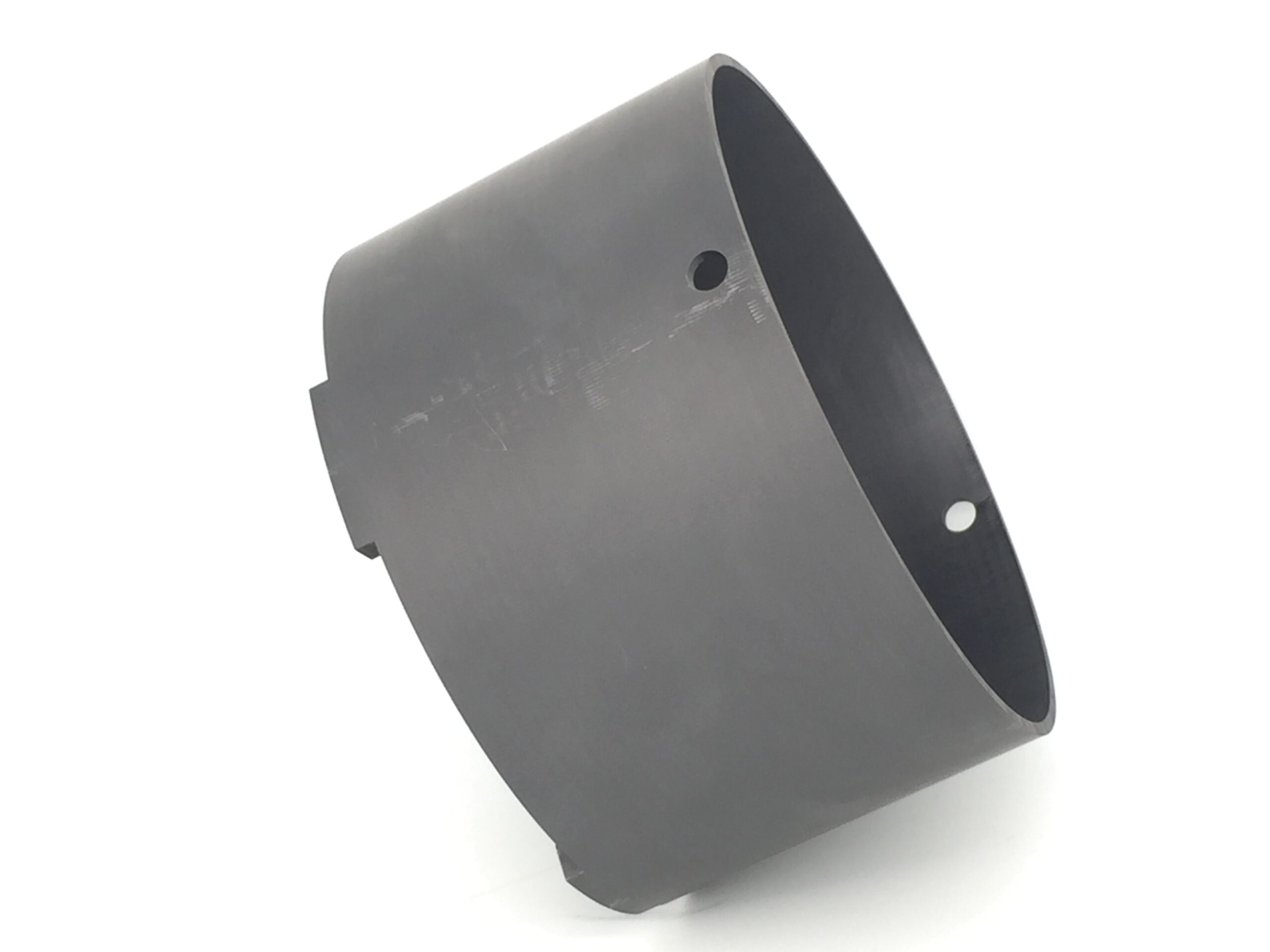
En la implantación de iones, las colisiones del haz de iones exponen a los componentes metálicos a un gran desgaste. Los escudos de grafito se utilizan para proteger dichos componentes.
Tienen un tamaño de grano relativamente fino y presentan buenas propiedades mecánicas, eléctricas y térmicas, con un bajo contenido en cenizas. La orientación preferencial del grano es su propiedad más destacada. La densidad, la fuerza y la resistencia a la oxidación pueden mejorarse mediante una impregnación posterior.
El coque es un componente que se produce en las refinerías mediante el calentamiento de la hulla (600°C - 1200°C). Para ello se utilizan hornos específicamente diseñados que utilizan gases de combustión con una disponibilidad limitada de oxígeno.
Una vez comprobadas las materias primas, se pulverizan hasta alcanzar una determinada granulometría. Unas máquinas especiales, que trituran el material, transfieren el polvo de carbón obtenido, muy fino, a unos sacos especiales y se clasifica según la granulometría.
Se trata de un subproducto de la coquización (es decir, el tostado sin aire a 1000-1200°C) de la hulla. La brea es un líquido negro y denso.
Una vez finalizado el proceso de molienda del coque, éste se combina con la brea. Ambas materias primas se mezclan a altas temperaturas para que el carbón pueda fundirse y combinarse con los granos de coque.
Tras el proceso de mezclado, se forman pequeñas bolas de carbón, que deben ser molidas de nuevo en granos muy finos.
La extrusión consiste en formar una mezcla de polvos forzándolos a través de una matriz con una abertura en una dirección. La extrusión da lugar a un producto largo (varillas, bloques, tubos) con una sección transversal regular. Los materiales de grafito extruidos son isótropos, lo que significa que las propiedades en la dirección de extrusión difieren de las de las otras direcciones.
La siguiente etapa, y al mismo tiempo la más larga (2-3 meses), es la cocción en el horno. El material prensado uniformemente se introduce en grandes hornos donde la temperatura alcanza los 1000°C. Para evitar cualquier defecto o grieta, la temperatura en el horno se controla constantemente. Al finalizar la cocción, el bloque alcanza la dureza deseada.
En esta fase del proceso, el bloque puede impregnarse con brea y quemarse de nuevo para reducir su porosidad. La impregnación suele realizarse con brea de menor viscosidad que la utilizada como aglutinante. Se necesita una viscosidad baja para rellenar los huecos con mayor precisión.
En esta fase, la matriz de átomos de carbono ya está dispuesta de forma ordenada, y el proceso de transición del carbono al grafito se denomina grafitización. La grafitización consiste en calentar los bloques producidos a una temperatura de unos 3000°C. Después de la grafitización, la densidad, la conductividad eléctrica, la conductividad térmica y la resistencia a la corrosión mejoran considerablemente y aumenta la eficacia del mecanizado.
Una vez que el material está completamente listo e inspeccionado, puede fabricarse según la documentación del cliente.
Después de la grafitización, es esencial inspeccionar todas las propiedades del grafito, como el tamaño del grano, la densidad y la resistencia a la flexión y a la compresión.
Si el grafito isostático se utiliza en las industrias de los semiconductores, el silicio monocristalino y la energía atómica, requiere una gran pureza, por lo que todas las impurezas deben eliminarse por métodos químicos. Una práctica típica para eliminar las impurezas del grafito es colocar el producto grafitizado en un gas halógeno y calentarlo a unos 2000°C.
Dependiendo de la aplicación del grafito, sus superficies pueden ser fresadas y tener superficies lisas.
Una vez terminado el mecanizado final, el detalle de grafito terminado se envía al cliente.
Este tipo de grafito es relevante para las siguientes industrias:
Los polvos de grafito expandible se fabrican a partir de grafito natural en escamas tratado mediante procesos químicos o electroquímicos. Pueden expandirse entre 150 y 250 veces en volumen a alta temperatura con una gran superficie, alta energía superficial, buena flexibilidad, resiliencia y plasticidad, etc.
Grados | Tamaño de las partículas (malla) | min. Carbón fijo (%) | min. Plus Mesh (%) | min. Tamaño mínimo (%) | máx. Humedad (%) | máx. Fe (ppm) | max. Mo (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | - | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | - | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | - | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | - | 0.2 | 50 | 0.4 |
| Grados | Tamaño de las partículas (malla) | min. Carbón fijo (%) | min. Malla mínima (%) | min. Humedad (%) |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| Grados | C (%) min. | Ceniza (%) máx. | H2O (%) máx. | Tamaño de la partícula D50 (μm) | Grifo (g/m1) | Morfología |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | Casi esferoide |
| Grados | C (%) min. | Ceniza (%) máx. | H2O (%) máx. | Fe (ppm) máx. | Mo (ppm) máx. | Cu (ppm) máx. | As (ppm) máx. | Pb (ppm) máx. | Cd (ppm) máx. | Cr (ppm) máx. | Malla de tamaño de partícula |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| Grados | C (%) min. | Ceniza (%) máx. | H2O (%) máx. | Fe (ppm) máx. | Mo (ppm) máx. | Cu (ppm) máx. | Ph | Malla de tamaño de partícula |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
Este tipo de grafito es relevante para las siguientes industrias:
Los materiales de grafito prensado moldeado con un tamaño de grano fino tienen una gran anisotropía. Este material ofrece una amplísima gama de propiedades en términos de resistencia mecánica, fricción y conductividad, que se ve aún más reforzada por la impregnación con resina o metal.
Debido a su grano fino y a su estructura homogénea, el grafito Thermic Edge puede sustituir a menudo al grafito prensado isostáticamente, que es más caro. Sin embargo, las dimensiones son limitadas.
El coque es un componente que se produce en las refinerías de petróleo mediante el calentamiento de la hulla (600-1200°C). Este proceso tiene lugar en un horno de coque especialmente diseñado, utilizando gases de combustión y una disponibilidad limitada de oxígeno. Tiene un poder calorífico superior al del carbón fósil convencional.
Una vez comprobadas las materias primas, se pulverizan hasta alcanzar una determinada granulometría. Unas máquinas especiales, que trituran el material, transfieren el polvo de carbón obtenido, muy fino, a unos sacos especiales y se clasifica según la granulometría.
Se trata de un subproducto de la coquización (es decir, el tostado sin aire a 1000-1200°C) de la hulla. La brea es un líquido negro y denso.
Una vez finalizado el proceso de molienda del coque, éste se combina con la brea. Ambas materias primas se mezclan a altas temperaturas para que el carbón pueda fundirse y combinarse con los granos de coque.
Tras el proceso de mezclado, se forman pequeñas bolas de carbón, que deben ser molidas de nuevo en granos muy finos.
El moldeo en molde es un método de compactación del polvo mediante la aplicación de una presión uniaxial al polvo introducido en un molde. La presión se aplica a la mezcla de polvo en una dirección y depende de la forma del molde que mantiene la presión. Al establecer diversas presiones en el molde, se pueden obtener diferencias en las propiedades del grafito.
La siguiente etapa, y al mismo tiempo la más larga (2-3 meses), es la cocción en el horno. El material prensado uniformemente se introduce en grandes hornos donde la temperatura alcanza los 1000°C. Para evitar cualquier defecto o grieta, la temperatura en el horno se controla constantemente. Al finalizar la cocción, el bloque alcanza la dureza deseada.
En esta fase del proceso, el bloque puede impregnarse con brea y quemarse de nuevo para reducir su porosidad. La impregnación suele realizarse con brea de menor viscosidad que la utilizada como aglutinante. Se necesita una viscosidad baja para rellenar los huecos con mayor precisión.
En esta fase, la matriz de átomos de carbono ya está dispuesta de forma ordenada, y el proceso de transición del carbono al grafito se denomina grafitización. La grafitización consiste en calentar los bloques producidos a una temperatura de unos 3000°C. Después de la grafitización, la densidad, la conductividad eléctrica, la conductividad térmica y la resistencia a la corrosión mejoran considerablemente y aumenta la eficacia del mecanizado.
Después de la grafitización, es esencial inspeccionar todas las propiedades del grafito, como el tamaño del grano, la densidad y la resistencia a la flexión y a la compresión.
Una vez que el material está completamente listo e inspeccionado, puede fabricarse según la documentación del cliente.
Si el grafito isostático se utiliza en las industrias de los semiconductores, el silicio monocristalino y la energía atómica, requiere una gran pureza, por lo que todas las impurezas deben eliminarse por métodos químicos. Una práctica típica para eliminar las impurezas del grafito es colocar el producto grafitizado en un gas halógeno y calentarlo a unos 2000°C.
Dependiendo de la aplicación del grafito, sus superficies pueden ser fresadas y tener superficies lisas.
Tras el mecanizado final, el detalle de grafito terminado se embala y se envía al cliente.
Este tipo de grafito es relevante para las siguientes industrias:
Nuestros grafitos moldeados por vibración tienen un tamaño de grano medio, con una buena estructura homogénea, propiedades casi isotrópicas y bajo contenido en cenizas. Pueden producirse en tamaños grandes como 400x650x2200mm, 400x850x1900mm y 800x850x3300mm.
El coque es un componente que se produce en las refinerías de petróleo mediante el calentamiento de la hulla (600-1200°C). Este proceso tiene lugar en un horno de coque especialmente diseñado, utilizando gases de combustión y una disponibilidad limitada de oxígeno. Tiene un poder calorífico superior al del carbón fósil convencional.
Una vez comprobadas las materias primas, se pulverizan hasta alcanzar una determinada granulometría. Unas máquinas especiales, que trituran el material, transfieren el polvo de carbón obtenido, muy fino, a unos sacos especiales y se clasifica según la granulometría.
Se trata de un subproducto de la coquización (es decir, el tostado sin aire a 1000-1200°C) de la hulla. La brea es un líquido negro y denso.
Una vez finalizado el proceso de molienda del coque, éste se combina con la brea. Ambas materias primas se mezclan a altas temperaturas para que el carbón pueda fundirse y combinarse con los granos de coque.
Tras el proceso de mezclado, se forman pequeñas bolas de carbón, que deben ser molidas de nuevo en granos muy finos.
El moldeo por vibración es un método discontinuo para dar forma a productos de gran tamaño. Se llena un molde con una mezcla pastosa y luego se coloca una placa metálica pesada encima. En el siguiente paso, el material se compacta haciendo vibrar el molde. Los sólidos formados tienen una mayor isotropía en comparación con los materiales extruidos.
La siguiente etapa, y al mismo tiempo la más larga (2-3 meses), es la cocción en el horno. El material prensado uniformemente se introduce en grandes hornos donde la temperatura alcanza los 1000°C. Para evitar cualquier defecto o grieta, la temperatura en el horno se controla constantemente. Al finalizar la cocción, el bloque alcanza la dureza deseada.
En esta fase del proceso, el bloque puede impregnarse con brea y quemarse de nuevo para reducir su porosidad. La impregnación suele realizarse con brea de menor viscosidad que la utilizada como aglutinante. Se necesita una viscosidad baja para rellenar los huecos con mayor precisión.
En esta fase, la matriz de átomos de carbono ya está dispuesta de forma ordenada, y el proceso de transición del carbono al grafito se denomina grafitización. La grafitización consiste en calentar los bloques producidos a una temperatura de unos 3000°C. Después de la grafitización, la densidad, la conductividad eléctrica, la conductividad térmica y la resistencia a la corrosión mejoran considerablemente y aumenta la eficacia del mecanizado.
Después de la grafitización, es esencial inspeccionar todas las propiedades del grafito, como el tamaño del grano, la densidad y la resistencia a la flexión y a la compresión.
Una vez que el material está completamente listo e inspeccionado, puede fabricarse según la documentación del cliente.
Si el grafito isostático se utiliza en las industrias de los semiconductores, el silicio monocristalino y la energía atómica, requiere una gran pureza, por lo que todas las impurezas deben eliminarse por métodos químicos. Una práctica típica para eliminar las impurezas del grafito es colocar el producto grafitizado en un gas halógeno y calentarlo a unos 2000°C.
Dependiendo de la aplicación del grafito, sus superficies pueden ser fresadas y tener superficies lisas.
Tras el mecanizado final, el detalle de grafito terminado se embala y se envía al cliente.
Este tipo de grafito es relevante para las siguientes industrias:
Nuestros grafitos prensados isostáticamente se producen mediante el método de prensado isostático en frío (CIP). Este material de grafito de grano muy fino permite alcanzar altas densidades.
El coque es un componente que se produce en las refinerías de petróleo mediante el calentamiento de la hulla (600-1200°C). Este proceso tiene lugar en un horno de coque especialmente diseñado, utilizando gases de combustión y una disponibilidad limitada de oxígeno. Tiene un poder calorífico superior al del carbón fósil convencional.
Una vez comprobadas las materias primas, se pulverizan hasta alcanzar una determinada granulometría. Unas máquinas especiales, que trituran el material, transfieren el polvo de carbón obtenido, muy fino, a unos sacos especiales y se clasifica según la granulometría.
Se trata de un subproducto de la coquización (es decir, el tostado sin aire a 1000-1200°C) de la hulla. La brea es un líquido negro y denso.
Una vez finalizado el proceso de molienda del coque, éste se combina con la brea. Ambas materias primas se mezclan a altas temperaturas para que el carbón pueda fundirse y combinarse con los granos de coque.
Tras el proceso de mezclado, se forman pequeñas bolas de carbón, que deben ser molidas de nuevo en granos muy finos.
Una vez que los granos finos del tamaño requerido están listos, sigue la etapa de prensado. El polvo obtenido se coloca en moldes de gran tamaño, que tienen las dimensiones correspondientes a los tamaños finales de los bloques. El carbón en polvo en los moldes se expone a una alta presión (más de 150 MPa), que aplica una fuerza y una presión iguales a los granos, de modo que éstos se disponen simétricamente y, por consiguiente, se distribuyen de forma uniforme. Este método permite obtener los mismos parámetros de grafito en todo el molde.
La siguiente etapa, y al mismo tiempo la más larga (2-3 meses), es la cocción en el horno. El material prensado uniformemente se introduce en grandes hornos donde la temperatura alcanza los 1000°C. Para evitar cualquier defecto o grieta, la temperatura en el horno se controla constantemente. Al finalizar la cocción, el bloque alcanza la dureza deseada.
En esta fase del proceso, el bloque puede impregnarse con brea y quemarse de nuevo para reducir su porosidad. La impregnación suele realizarse con brea de menor viscosidad que la utilizada como aglutinante. Se necesita una viscosidad baja para rellenar los huecos con mayor precisión.
En esta fase, la matriz de átomos de carbono ya está dispuesta de forma ordenada, y el proceso de transición del carbono al grafito se denomina grafitización. La grafitización consiste en calentar los bloques producidos a una temperatura de unos 3000°C. Después de la grafitización, la densidad, la conductividad eléctrica, la conductividad térmica y la resistencia a la corrosión mejoran considerablemente y aumenta la eficacia del mecanizado.
Después de la grafitización, es esencial inspeccionar todas las propiedades del grafito, como el tamaño del grano, la densidad y la resistencia a la flexión y a la compresión.
Una vez que el material está completamente listo e inspeccionado, puede fabricarse según la documentación del cliente.
Si el grafito isostático se utiliza en las industrias de los semiconductores, el silicio monocristalino y la energía atómica, requiere una gran pureza, por lo que todas las impurezas deben eliminarse por métodos químicos. Una práctica típica para eliminar las impurezas del grafito es colocar el producto grafitizado en un gas halógeno y calentarlo a unos 2000°C.
Dependiendo de la aplicación del grafito, sus superficies pueden ser fresadas y tener superficies lisas.
Tras el mecanizado final, el detalle de grafito terminado se embala y se envía al cliente.
Podemos suministrar nuestro grafito isostático en las formas de:
Nuestros productos de grafito isotético mecanizado también pueden purificarse a <5ppm si se solicita.
Este tipo de grafito es relevante para las siguientes industrias:
Los materiales compuestos de carbono combinan las propiedades únicas del elemento carbono (especialmente la alta resistencia al calor y a la corrosión química) y las propiedades físicas de las fibras de carbono, que dan al producto final una alta resistencia y elasticidad.
Los compuestos de C/C se producen a partir de fibras de carbono, que se colocan en capas para formar la matriz de fibra de carbono. Estos compuestos permiten producir piezas con una excelente resistencia al calor, de peso ligero y alta resistencia.
En Thermic Edge, nos enorgullecemos de estar a la vanguardia de la industria de la tecnología de calentamiento por vacío. Proporcionamos un servicio completo, nuestras gamas a medida y versátiles le dan las herramientas necesarias para cualquier aplicación inerte, HV o UHV.
Este sitio web utiliza cookies para garantizarle la mejor experiencia. Consulte nuestra Política de Privacidad para obtener más información.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}