Graphite
Résistant aux hautes températures, résistant aux chocs thermiques, point de fusion élevé, haute pureté.
Les fabricants de graphite ont leur place dans le monde des réfractaires, où le graphite qu'ils vendent est utilisé pour fabriquer des briques de four et de haut fourneau. Il est également utilisé pour produire des creusets, des poches et des moules destinés à contenir des métaux en fusion. Le graphite en paillettes est l'un des matériaux les plus couramment utilisés dans la fabrication de réfractaires destinés à la coulée continue de l'acier. Le point de fusion du graphite étant extrêmement élevé, un fabricant ne peut se tromper en s'adressant à l'industrie chimique.

Le graphite est utilisé dans des procédés à haute température tels que la production de phosphore et de carbure de calcium dans les fours à arc. Il est également utilisé pour conduire l'électricité dans certains procédés électrolytiques aqueux comme la production d'halogènes tels que le chlore et le fluor. L'électrographite de haute pureté convient bien à l'industrie nucléaire en raison de sa faible absorption des neutrons, de sa conductivité thermique élevée et de sa résistance maintenue à haute température.
Pour de nombreuses applications de fours et autres applications à haute température, nous pouvons proposer des pièces en graphite extrudé. Bien que leur résistance soit légèrement inférieure à celle du graphite ISO, les qualités extrudées conviennent néanmoins parfaitement à de nombreuses applications, notamment les éléments chauffants de fours, les accessoires et les meubles, les suscepteurs, les moules, les creusets et les plateaux et bateaux de frittage. Le graphite extrudé est également largement utilisé comme matériau de cathode ou d'anode dans une grande variété d'applications de cellules électrolytiques.
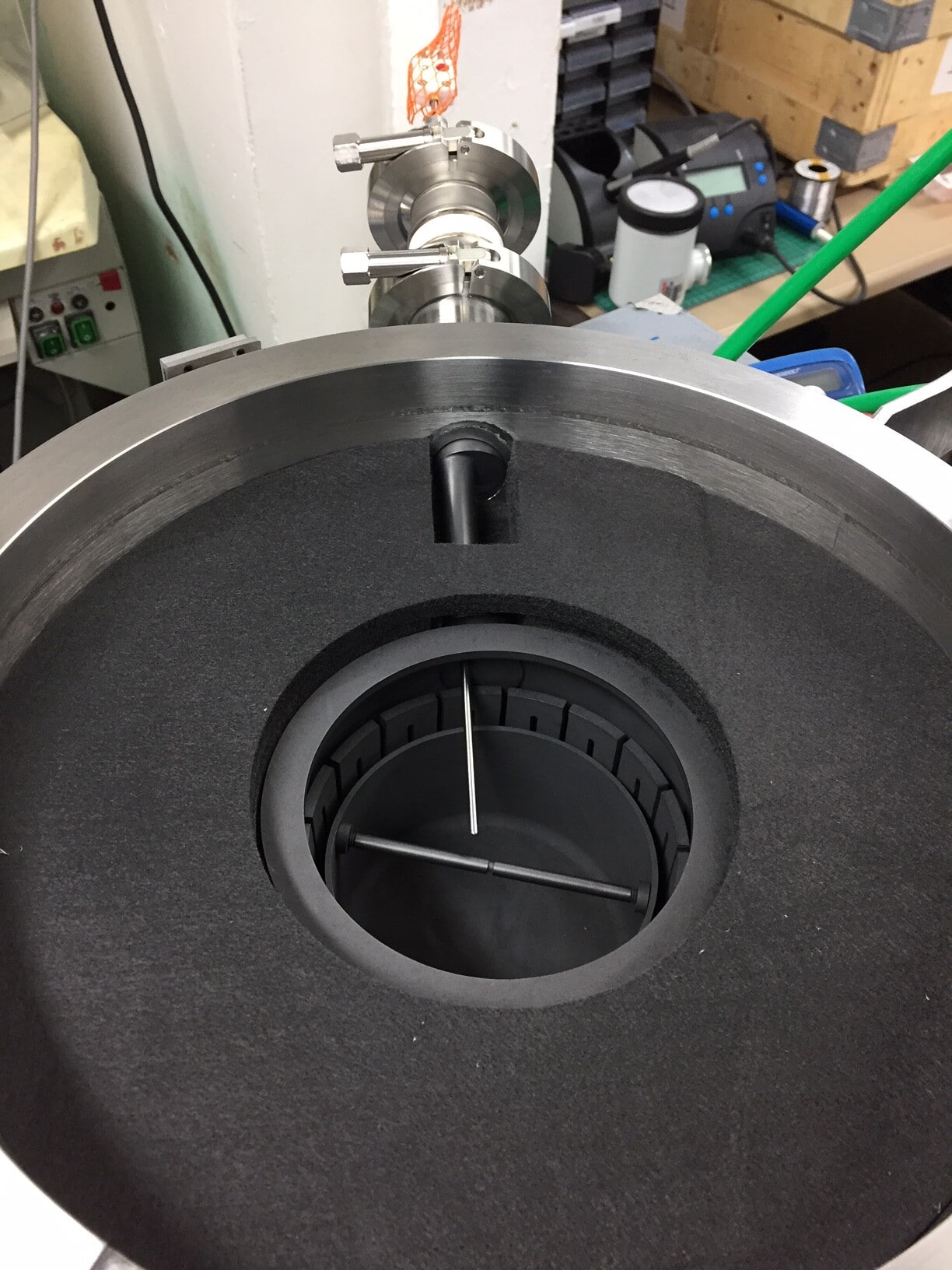
Le silicium est purifié, mis dans un creuset avec d'autres éléments puis fondu à très haute température. Une tige de silicium est placée à la surface du silicium fondu dans le creuset, puis tirée et tournée pour former un lingot monocristallin.
Applications : Tirage de silicium monocristallin (connu sous le nom de technique de Czochralski, et parfois appelé tirage CZ)
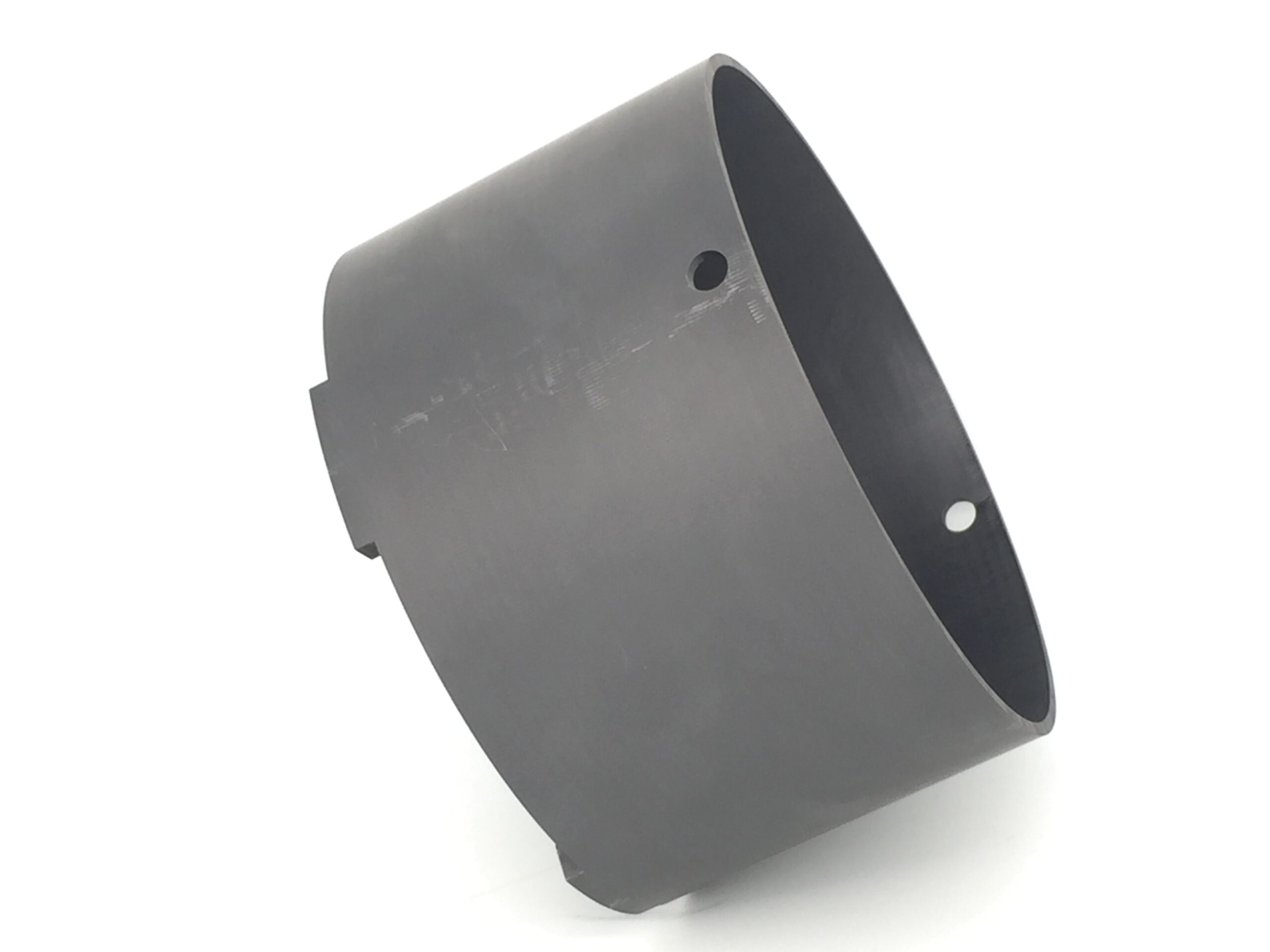
Dans l'implantation ionique, les collisions des faisceaux d'ions exposent les composants métalliques à une forte usure. Des boucliers en graphite sont utilisés pour protéger ces composants.
Ils ont une granulométrie relativement fine et présentent de bonnes propriétés mécaniques, électriques et thermiques, avec une faible teneur en cendres. L'orientation préférentielle des grains est leur principale propriété. La densité, la solidité et la résistance à l'oxydation peuvent être améliorées par une imprégnation supplémentaire.
Le coke est un composant produit dans les raffineries par le chauffage de la houille (600°C - 1200°C). Cela implique des fours spécialement conçus, utilisant des gaz de combustion dont la disponibilité en oxygène est limitée.
Après avoir été contrôlées, les matières premières sont pulvérisées jusqu'à une certaine granulométrie. Des machines spéciales, qui broient le matériau, transfèrent la poussière de charbon très fine obtenue dans des sacs spéciaux et elle est triée en fonction de la granulométrie.
C'est un sous-produit de la cokéfaction (c'est-à-dire le grillage sans air à 1000-1200°C) de la houille. Le brai est un liquide noir dense.
Lorsque le processus de broyage du coke est terminé, il est combiné au brai. Les deux matières premières sont mélangées à haute température afin que le charbon puisse fondre et se combiner aux grains de coke.
Après le processus de mélange, de petites boules de carbone se forment, qui doivent être broyées à nouveau en grains très fins.
L'extrusion consiste à former un mélange de poudres en les forçant à passer à travers une filière avec une ouverture dans une direction. L'extrusion permet d'obtenir un produit long (tiges, blocs, tubes) avec une section transversale régulière. Les matériaux en graphite extrudé sont isotropes, ce qui signifie que les propriétés dans la direction de l'extrusion sont différentes de celles dans les autres directions.
L'étape suivante et en même temps la plus longue (2 à 3 mois) est la cuisson dans le four. Le matériau uniformément pressé est placé dans de grands fours où la température atteint 1000°C. Pour éviter tout défaut ou fissure, la température dans le four est constamment contrôlée. Lorsque la cuisson est terminée, le bloc atteint la dureté souhaitée.
À ce stade du processus, le bloc peut être imprégné de brai et brûlé à nouveau pour réduire sa porosité. L'imprégnation se fait généralement à l'aide d'une poix dont la viscosité est inférieure à celle de la poix utilisée comme liant. Une faible viscosité est nécessaire pour remplir les interstices de manière plus précise.
À ce stade, la matrice des atomes de carbone est déjà disposée de manière ordonnée, et le processus de transition du carbone au graphite est appelé graphitisation. La graphitisation consiste à chauffer les blocs produits à une température d'environ 3000°C. Après la graphitisation, la densité, la conductivité électrique, la conductivité thermique et la résistance à la corrosion sont considérablement améliorées et l'efficacité de l'usinage est accrue.
Une fois que le matériau est entièrement prêt et inspecté, il peut être fabriqué selon la documentation du client.
Après la graphitisation, il est essentiel de contrôler toutes les propriétés du graphite - notamment la taille des grains, la densité, la résistance à la flexion et à la compression.
Si le graphite isostatique est utilisé dans les industries des semi-conducteurs, du silicium monocristallin et de l'énergie atomique, il exige une grande pureté, de sorte que toutes les impuretés doivent être éliminées par des méthodes chimiques. Une pratique typique pour éliminer les impuretés du graphite consiste à placer le produit graphitisé dans un gaz halogène et à le chauffer à environ 2000°C.
Selon l'application du graphite, ses surfaces peuvent être fraisées et avoir des surfaces lisses.
Une fois l'usinage final terminé, le détail en graphite fini est envoyé au client.
Ce type de graphite est pertinent pour les industries suivantes :
Les poudres de graphite expansible sont fabriquées à partir de graphite naturel en paillettes traité par des procédés chimiques ou électrochimiques. Elles peuvent se dilater de 150 à 250 fois en volume à haute température avec une grande surface, une énergie de surface élevée, une bonne flexibilité, résilience et plasticité, etc.
Grades | Taille des particules (mesh) | min. Carbone fixe (%) | min. Plus Mesh (%) | min. Taille minus (%) | max. Humidité (%) | max. Fe (ppm) | max. Mo (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | - | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | - | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | - | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | - | 0.2 | 50 | 0.4 |
| Grades | Taille des particules (mesh) | min. Carbone fixe (%) | min. Minus Mesh (%) | min. Humidité (%) |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| Grades | C (%) min. | Cendres (%) max. | H2O (%) max. | Taille du particel D50 (μm) | Robinet (g/m1) | Morphologie |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | Presque sphéroïde |
| Grades | C (%) min. | Cendres (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | As (ppm) max. | Pb (ppm) max. | Cd (ppm) max. | Cr (ppm) max. | Taille des particules |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| Grades | C (%) min. | Cendres (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | Ph | Taille des particules |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
Ce type de graphite est pertinent pour les industries suivantes :
Les matériaux en graphite pressé moulé à granulométrie fine présentent une anisotropie élevée. Ce matériau offre une gamme extrêmement large de propriétés en termes de résistance mécanique, de friction et de conductivité, qui est encore renforcée par l'imprégnation de résine ou de métal.
En raison de leur grain fin et de leur structure homogène, les graphites Thermic Edge peuvent souvent remplacer le graphite pressé isostatiquement, plus coûteux. Toutefois, les dimensions sont limitées.
Le coke est un composant produit dans les raffineries de pétrole par le chauffage de la houille (600-1200°C). Ce processus a lieu dans un four à coke spécialement conçu, utilisant des gaz de combustion et une disponibilité limitée d'oxygène. Il a un pouvoir calorifique plus élevé que le charbon fossile classique.
Après avoir été contrôlées, les matières premières sont pulvérisées jusqu'à une certaine granulométrie. Des machines spéciales, qui broient le matériau, transfèrent la poussière de charbon très fine obtenue dans des sacs spéciaux et elle est triée en fonction de la granulométrie.
C'est un sous-produit de la cokéfaction (c'est-à-dire le grillage sans air à 1000-1200°C) de la houille. Le brai est un liquide noir dense.
Lorsque le processus de broyage du coke est terminé, il est combiné au brai. Les deux matières premières sont mélangées à haute température afin que le charbon puisse fondre et se combiner aux grains de coke.
Après le processus de mélange, de petites boules de carbone se forment, qui doivent être broyées à nouveau en grains très fins.
Le moulage sous pression est une méthode de compactage de la poudre par application d'une pression uniaxiale à la poudre insérée dans un moule. La pression est appliquée au mélange de poudre dans une seule direction et dépend de la forme du moule qui supporte la pression. En appliquant diverses pressions sur le moule, on peut obtenir des différences dans les propriétés du graphite.
L'étape suivante et en même temps la plus longue (2 à 3 mois) est la cuisson dans le four. Le matériau uniformément pressé est placé dans de grands fours où la température atteint 1000°C. Pour éviter tout défaut ou fissure, la température dans le four est constamment contrôlée. Lorsque la cuisson est terminée, le bloc atteint la dureté souhaitée.
À ce stade du processus, le bloc peut être imprégné de brai et brûlé à nouveau pour réduire sa porosité. L'imprégnation se fait généralement à l'aide d'une poix dont la viscosité est inférieure à celle de la poix utilisée comme liant. Une faible viscosité est nécessaire pour remplir les interstices de manière plus précise.
À ce stade, la matrice des atomes de carbone est déjà disposée de manière ordonnée, et le processus de transition du carbone au graphite est appelé graphitisation. La graphitisation consiste à chauffer les blocs produits à une température d'environ 3000°C. Après la graphitisation, la densité, la conductivité électrique, la conductivité thermique et la résistance à la corrosion sont considérablement améliorées et l'efficacité de l'usinage est accrue.
Après la graphitisation, il est essentiel de contrôler toutes les propriétés du graphite - notamment la taille des grains, la densité, la résistance à la flexion et à la compression.
Une fois que le matériau est entièrement prêt et inspecté, il peut être fabriqué selon la documentation du client.
Si le graphite isostatique est utilisé dans les industries des semi-conducteurs, du silicium monocristallin et de l'énergie atomique, il exige une grande pureté, de sorte que toutes les impuretés doivent être éliminées par des méthodes chimiques. Une pratique typique pour éliminer les impuretés du graphite consiste à placer le produit graphitisé dans un gaz halogène et à le chauffer à environ 2000°C.
Selon l'application du graphite, ses surfaces peuvent être fraisées et avoir des surfaces lisses.
Après l'usinage final, le détail en graphite fini est emballé et envoyé au client.
Ce type de graphite est pertinent pour les industries suivantes :
Nos graphites moulés par vibration ont une taille de grain moyenne, avec une bonne structure homogène, des propriétés presque isotropes et une faible teneur en cendres. Ils peuvent être produits dans de grandes tailles telles que 400x650x2200mm, 400x850x1900mm et 800x850x3300mm.
Le coke est un composant produit dans les raffineries de pétrole par le chauffage de la houille (600-1200°C). Ce processus a lieu dans un four à coke spécialement conçu, utilisant des gaz de combustion et une disponibilité limitée d'oxygène. Il a un pouvoir calorifique plus élevé que le charbon fossile classique.
Après avoir été contrôlées, les matières premières sont pulvérisées jusqu'à une certaine granulométrie. Des machines spéciales, qui broient le matériau, transfèrent la poussière de charbon très fine obtenue dans des sacs spéciaux et elle est triée en fonction de la granulométrie.
C'est un sous-produit de la cokéfaction (c'est-à-dire le grillage sans air à 1000-1200°C) de la houille. Le brai est un liquide noir dense.
Lorsque le processus de broyage du coke est terminé, il est combiné au brai. Les deux matières premières sont mélangées à haute température afin que le charbon puisse fondre et se combiner aux grains de coke.
Après le processus de mélange, de petites boules de carbone se forment, qui doivent être broyées à nouveau en grains très fins.
Le moulage par vibration est une méthode discontinue de mise en forme de produits de grande taille. Un moule est rempli d'un mélange pâteux, puis une lourde plaque métallique est placée dessus. Dans l'étape suivante, le matériau est compacté en faisant vibrer le moule. Les solides formés présentent une isotropie supérieure à celle des matériaux extrudés.
L'étape suivante et en même temps la plus longue (2 à 3 mois) est la cuisson dans le four. Le matériau uniformément pressé est placé dans de grands fours où la température atteint 1000°C. Pour éviter tout défaut ou fissure, la température dans le four est constamment contrôlée. Lorsque la cuisson est terminée, le bloc atteint la dureté souhaitée.
À ce stade du processus, le bloc peut être imprégné de brai et brûlé à nouveau pour réduire sa porosité. L'imprégnation se fait généralement à l'aide d'une poix dont la viscosité est inférieure à celle de la poix utilisée comme liant. Une faible viscosité est nécessaire pour remplir les interstices de manière plus précise.
À ce stade, la matrice des atomes de carbone est déjà disposée de manière ordonnée, et le processus de transition du carbone au graphite est appelé graphitisation. La graphitisation consiste à chauffer les blocs produits à une température d'environ 3000°C. Après la graphitisation, la densité, la conductivité électrique, la conductivité thermique et la résistance à la corrosion sont considérablement améliorées et l'efficacité de l'usinage est accrue.
Après la graphitisation, il est essentiel de contrôler toutes les propriétés du graphite - notamment la taille des grains, la densité, la résistance à la flexion et à la compression.
Une fois que le matériau est entièrement prêt et inspecté, il peut être fabriqué selon la documentation du client.
Si le graphite isostatique est utilisé dans les industries des semi-conducteurs, du silicium monocristallin et de l'énergie atomique, il exige une grande pureté, de sorte que toutes les impuretés doivent être éliminées par des méthodes chimiques. Une pratique typique pour éliminer les impuretés du graphite consiste à placer le produit graphitisé dans un gaz halogène et à le chauffer à environ 2000°C.
Selon l'application du graphite, ses surfaces peuvent être fraisées et avoir des surfaces lisses.
Après l'usinage final, le détail en graphite fini est emballé et envoyé au client.
Ce type de graphite est pertinent pour les industries suivantes :
Nos graphites pressés isostatiquement sont produits par la méthode de pressage isostatique à froid (CIP). Ce matériau de graphite à grain très fin permet d'atteindre des densités élevées.
Le coke est un composant produit dans les raffineries de pétrole par le chauffage de la houille (600-1200°C). Ce processus a lieu dans un four à coke spécialement conçu, utilisant des gaz de combustion et une disponibilité limitée d'oxygène. Il a un pouvoir calorifique plus élevé que le charbon fossile classique.
Après avoir été contrôlées, les matières premières sont pulvérisées jusqu'à une certaine granulométrie. Des machines spéciales, qui broient le matériau, transfèrent la poussière de charbon très fine obtenue dans des sacs spéciaux et elle est triée en fonction de la granulométrie.
C'est un sous-produit de la cokéfaction (c'est-à-dire le grillage sans air à 1000-1200°C) de la houille. Le brai est un liquide noir dense.
Lorsque le processus de broyage du coke est terminé, il est combiné au brai. Les deux matières premières sont mélangées à haute température afin que le charbon puisse fondre et se combiner aux grains de coke.
Après le processus de mélange, de petites boules de carbone se forment, qui doivent être broyées à nouveau en grains très fins.
Une fois que les grains fins de la taille requise sont prêts, vient l'étape du pressage. La poudre obtenue est placée dans de grands moules, dont les dimensions correspondent à celles des blocs finaux. Le carbone en poudre dans les moules est exposé à une pression élevée (plus de 150 MPa), qui applique une force et une pression égales aux grains, de sorte qu'ils sont disposés symétriquement et donc répartis uniformément. Cette méthode permet d'obtenir les mêmes paramètres de graphite sur l'ensemble du moule.
L'étape suivante et en même temps la plus longue (2 à 3 mois) est la cuisson dans le four. Le matériau uniformément pressé est placé dans de grands fours où la température atteint 1000°C. Pour éviter tout défaut ou fissure, la température dans le four est constamment contrôlée. Lorsque la cuisson est terminée, le bloc atteint la dureté souhaitée.
À ce stade du processus, le bloc peut être imprégné de brai et brûlé à nouveau pour réduire sa porosité. L'imprégnation se fait généralement à l'aide d'une poix dont la viscosité est inférieure à celle de la poix utilisée comme liant. Une faible viscosité est nécessaire pour remplir les interstices de manière plus précise.
À ce stade, la matrice des atomes de carbone est déjà disposée de manière ordonnée, et le processus de transition du carbone au graphite est appelé graphitisation. La graphitisation consiste à chauffer les blocs produits à une température d'environ 3000°C. Après la graphitisation, la densité, la conductivité électrique, la conductivité thermique et la résistance à la corrosion sont considérablement améliorées et l'efficacité de l'usinage est accrue.
Après la graphitisation, il est essentiel de contrôler toutes les propriétés du graphite - notamment la taille des grains, la densité, la résistance à la flexion et à la compression.
Une fois que le matériau est entièrement prêt et inspecté, il peut être fabriqué selon la documentation du client.
Si le graphite isostatique est utilisé dans les industries des semi-conducteurs, du silicium monocristallin et de l'énergie atomique, il exige une grande pureté, de sorte que toutes les impuretés doivent être éliminées par des méthodes chimiques. Une pratique typique pour éliminer les impuretés du graphite consiste à placer le produit graphitisé dans un gaz halogène et à le chauffer à environ 2000°C.
Selon l'application du graphite, ses surfaces peuvent être fraisées et avoir des surfaces lisses.
Après l'usinage final, le détail en graphite fini est emballé et envoyé au client.
Nous pouvons livrer notre graphite isostatique sous les formes suivantes :
Nos produits en graphite isotatique usiné peuvent également être purifiés à <5ppm sur demande.
Ce type de graphite est pertinent pour les industries suivantes :
Carbone Les matériaux composites en carbone combinent les propriétés uniques de l'élément carbone (notamment une résistance élevée à la chaleur et à la corrosion chimique) et les propriétés physiques des fibres de carbone, qui confèrent au produit final une résistance et une élasticité élevées.
Les composites C/C sont produits à partir de fibres de carbone, qui sont disposées en couches pour former une matrice de fibres de carbone. Ces composites permettent de produire des pièces présentant une excellente résistance à la chaleur, un poids léger et une grande solidité.
Chez Thermic Edge, nous sommes fiers d'être à l'avant-garde de l'industrie des technologies de chauffage sous vide. Nous fournissons un service complet, nos gammes sur mesure et polyvalentes vous donnent les outils nécessaires pour toute application inerte, HV ou UHV.
Ce site web utilise des cookies pour vous garantir la meilleure expérience possible. Veuillez consulter notre politique de confidentialité pour plus d'informations.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}