石墨
抗高温,抗热震,高熔点,高纯度。
石墨用于高温工艺,如在电弧炉中生产磷和碳化钙。它还被用来在一些水电解过程中导电,如生产氯和氟等卤素。高纯度的电石非常适合于核工业,因为它对中子的吸收率低,热导率高,在高温下保持强度。
对于许多炉子和其他高温应用,我们可以提供由挤压石墨制成的部件。虽然强度比ISO石墨略低,但挤压等级仍非常适合许多应用,包括炉子加热元件、夹具和家具、受体、模具、坩埚和烧结盘及船。挤压石墨还被广泛用作各种电解池的阴极或阳极材料。
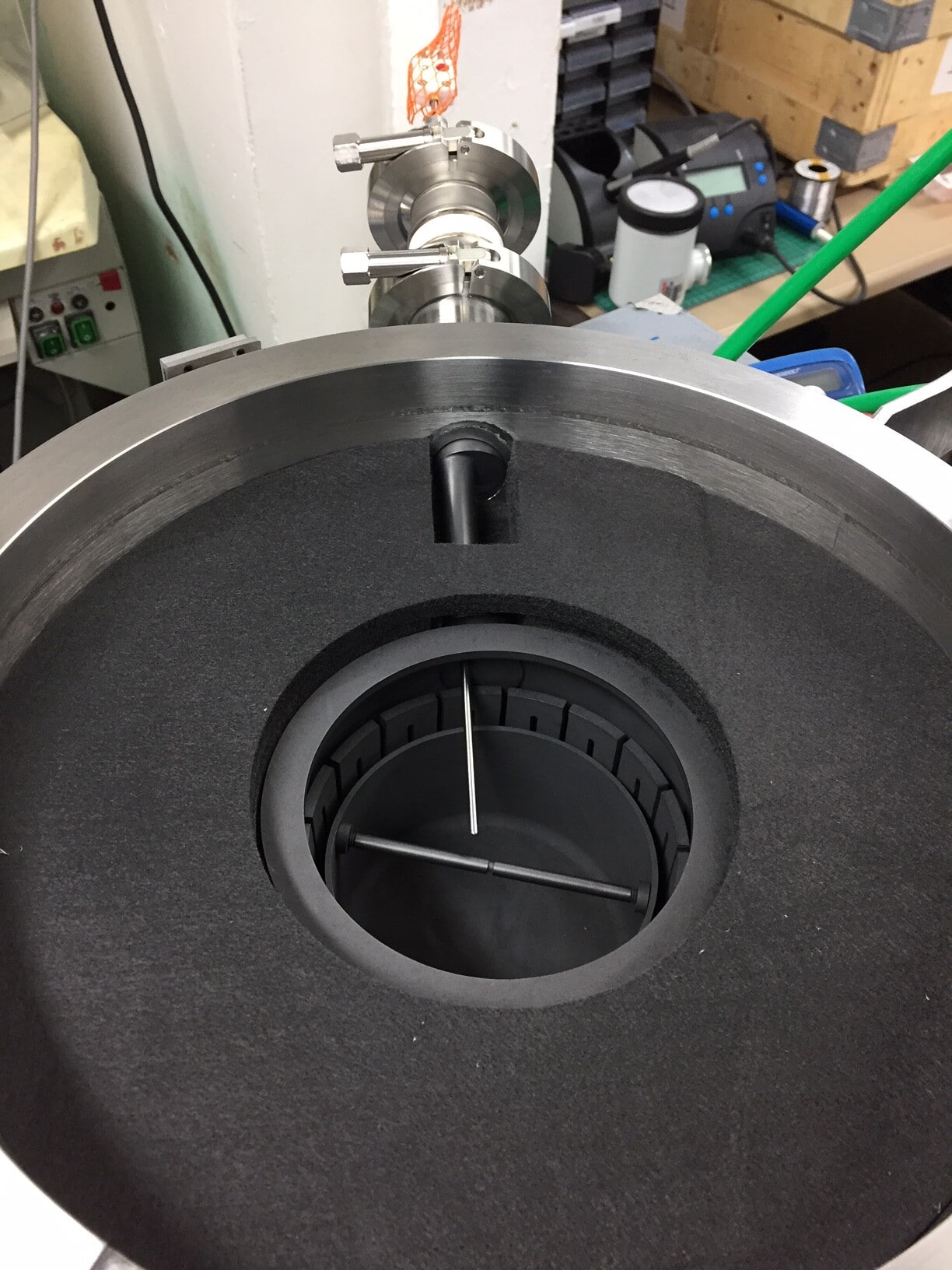
硅被提纯,与其他元素一起放入坩埚,然后在非常高的温度下熔化。一根硅棒放在坩埚中熔化的硅的表面,然后拉动和旋转,形成一个单晶硅锭。
应用。单晶硅拉制(被称为Czochralski技术,有时也称为CZ拉制
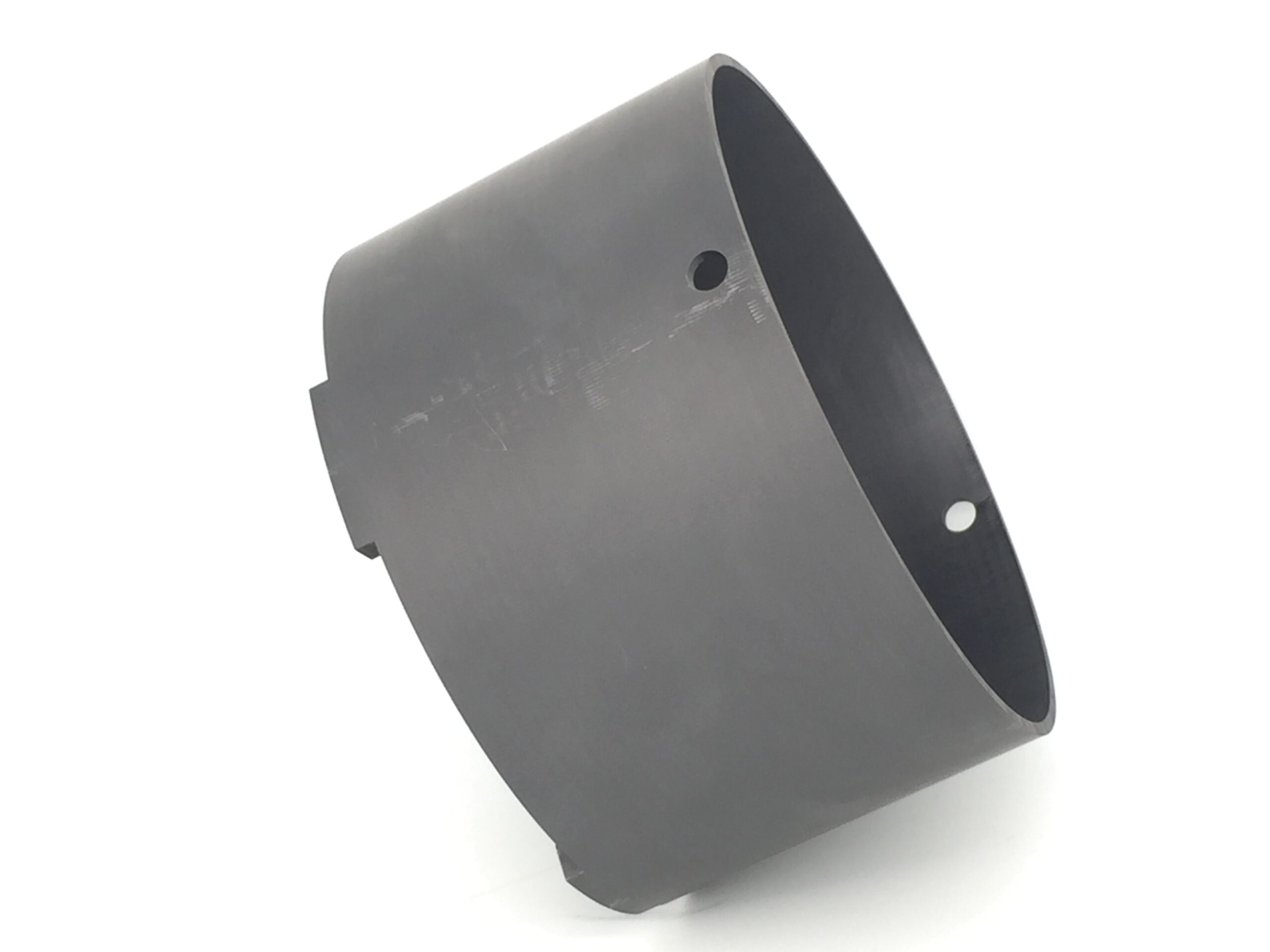
在离子植入中,离子束碰撞使金属部件受到大量的磨损。石墨护罩被用来保护这些部件。
它们具有相对较细的晶粒尺寸,具有良好的机械、电气和热性能,灰分含量低。优先的晶粒取向是它们的突出特性。密度、强度和抗氧化性可以通过进一步浸渍得到改善。
焦炭是炼油厂通过加热硬煤(600°C - 1200°C)生产的一种成分。这涉及到专门设计的炉子,使用氧气供应有限的燃烧气体。
在对原材料进行检查后,它们被粉碎到一定的颗粒大小。研磨材料的特殊机器,将获得的非常细的煤粉转移到特殊的袋子里,并根据粒度进行分类。
这是硬煤焦化(即在1000-1200°C无空气烘烤)的一种副产品。沥青是一种致密的黑色液体。
当焦炭研磨过程完成后,它与沥青结合。这两种原料在高温下混合,以便煤可以融化并与焦炭颗粒结合。
在混合过程后,形成小的碳球,必须再次研磨成非常细的颗粒。
挤压是指通过强迫粉末通过具有一个方向的开口的模具来形成粉末的混合物。挤压的结果是具有规则横截面的长形产品(棒、块、管)。挤压的石墨材料是各向同性的,这意味着挤压方向的特性与其他方向的特性不同。
接下来,同时也是最长的阶段(2-3个月)是在炉子里烘烤。均匀压制的材料被放置在温度达到1000℃的大炉子里。为了避免任何缺陷或裂缝,炉内的温度被不断控制。烘烤结束后,木块就达到了所需的硬度。
在这个阶段,可以用沥青浸渍木块并再次燃烧,以减少其孔隙率。浸渍通常使用比用作粘合剂的沥青粘度低的沥青。低粘度是为了更精确地填充空隙。
在这个阶段,碳原子的矩阵已经有序排列,从碳到石墨的过渡过程称为石墨化。石墨化是将生产的块状材料加热到约3000℃的温度。石墨化后,其密度、导电性、导热性和耐腐蚀性都有明显改善,加工效率也会提高。
一旦材料完全准备好并经过检查,就可以按照客户的文件要求进行生产。
石墨化后,必须检查所有的石墨特性--包括晶粒大小、密度、弯曲和压缩强度。
如果等静压石墨用于半导体、硅单晶和原子能工业,它需要高纯度,所以必须用化学方法去除所有杂质。去除石墨杂质的典型做法是将石墨化的产品放在卤素气体中,加热到2000℃左右。
根据石墨的应用,其表面可以被铣削,具有光滑的表面。
在最终加工完成后,石墨成品的细节被送出给客户。
这种类型的石墨适用于以下行业。
可膨胀石墨粉是由天然片状石墨经化学或电化学工艺处理而成。它们在高温下可以膨胀150-250倍的体积,具有大表面积、高表面能、良好的柔韧性、回弹性和可塑性等特点。
等级划分 | 颗粒大小(目数 | 最小。固定碳(%) | 最小。加网 (%) | min.最小尺寸 (%) | 最大。水分(% | 最大。铁 (ppm) | 最大。钼 (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | - | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | - | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | - | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | - | 0.2 | 50 | 0.4 |
| 等级划分 | 颗粒大小(目数 | 最小。固定碳(%) | min.减去网格(% | min.水分(% |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| 等级划分 | C (%) min. | 灰分(%)最大。 | H2O(%)最大。 | 颗粒大小D50(μm) | 轻敲 (g/m1) | 形态学 |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | 接近球状体 |
| 等级划分 | C (%) min. | 灰分(%)最大。 | H2O(%)最大。 | Fe (ppm) max. | Mo (ppm) max. | 铜(ppm)最大。 | As (ppm) max. | Pb (ppm) 最大 | 镉(ppm)最大。 | 铬(ppm)最大。 | 颗粒大小的网眼 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| 等级划分 | C (%) min. | 灰分(%)最大。 | H2O(%)最大。 | Fe (ppm) max. | Mo (ppm) max. | 铜(ppm)最大。 | 医学博士 | 颗粒大小的网眼 |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
这种类型的石墨适用于以下行业。
具有细小晶粒的模压石墨材料具有高度的各向异性。这种材料在机械强度、摩擦力和导电性方面具有极其广泛的特性,通过树脂或金属的浸渍,这种特性甚至得到进一步加强。
由于热边石墨的细小颗粒和均匀的结构,它往往可以取代更昂贵的等静压石墨。然而,尺寸是有限的。
焦炭是炼油厂通过加热硬煤(600-1200°C)生产的一种成分。这个过程在一个专门设计的焦炉中进行,使用燃烧气体和有限的氧气供应。它的热值比传统的化石煤高。
原材料经过检查后,被粉碎到一定的颗粒大小。研磨材料的特殊机器,将获得的非常细的煤粉转移到特殊的袋子里,并根据粒度进行分类。
这是硬煤焦化(即在1000-1200°C无空气烘烤)的一种副产品。沥青是一种致密的黑色液体。
当焦炭研磨过程完成后,它与沥青结合。这两种原料在高温下混合,以便煤可以融化并与焦炭颗粒结合。
在混合过程后,形成小的碳球,必须再次研磨成非常细的颗粒。
模具成型是一种通过对插入模具中的粉末施加单轴压力来压实粉末的方法。压力从一个方向施加到粉末混合物上,并取决于保持压力的模具的形状。通过在模具上设置不同的压力,可以获得不同的石墨特性。
接下来,同时也是最长的阶段(2-3个月)是在炉子里烘烤。均匀压制的材料被放置在温度达到1000℃的大炉子里。为了避免任何缺陷或裂缝,炉内的温度被不断控制。烘烤结束后,木块就达到了所需的硬度。
在这个阶段,可以用沥青浸渍木块并再次燃烧,以减少其孔隙率。浸渍通常使用比用作粘合剂的沥青粘度低的沥青。低粘度是为了更精确地填充空隙。
在这个阶段,碳原子的矩阵已经有序排列,从碳到石墨的过渡过程称为石墨化。石墨化是将生产的块状材料加热到约3000℃的温度。石墨化后,其密度、导电性、导热性和耐腐蚀性都有明显改善,加工效率也会提高。
石墨化后,必须检查所有的石墨特性--包括晶粒大小、密度、弯曲和压缩强度。
一旦材料完全准备好并经过检查,就可以按照客户的文件要求进行生产。
如果等静压石墨用于半导体、硅单晶和原子能工业,它需要高纯度,所以必须用化学方法去除所有杂质。去除石墨杂质的典型做法是将石墨化的产品放在卤素气体中,加热到2000℃左右。
根据石墨的应用,其表面可以被铣削,具有光滑的表面。
经过最后的加工,成品的石墨细节被包装并发送给客户。
这种类型的石墨适用于以下行业。
我们的振动模塑石墨具有中等粒度,具有良好的均匀结构,几乎各向同性的特性,灰分含量低。它们可以生产大尺寸的产品,如400x650x2200mm、400x850x1900mm和800x850x3300mm。
焦炭是炼油厂通过加热硬煤(600-1200°C)生产的一种成分。这个过程在一个专门设计的焦炉中进行,使用燃烧气体和有限的氧气供应。它的热值比传统的化石煤高。
原材料经过检查后,被粉碎到一定的颗粒大小。研磨材料的特殊机器,将获得的非常细的煤粉转移到特殊的袋子里,并根据粒度进行分类。
这是硬煤焦化(即在1000-1200°C无空气烘烤)的一种副产品。沥青是一种致密的黑色液体。
当焦炭研磨过程完成后,它与沥青结合。这两种原料在高温下混合,以便煤可以融化并与焦炭颗粒结合。
在混合过程后,形成小的碳球,必须再次研磨成非常细的颗粒。
振动成型是一种塑造大尺寸产品的非连续方法。一个模具中充满了糊状混合物,然后在其上放置一块重金属板。在下一个步骤中,材料通过振动模具被压实。与挤压的材料相比,形成的固体具有更高的各向同性。
接下来,同时也是最长的阶段(2-3个月)是在炉子里烘烤。均匀压制的材料被放置在温度达到1000℃的大炉子里。为了避免任何缺陷或裂缝,炉内的温度被不断控制。烘烤结束后,木块就达到了所需的硬度。
在这个阶段,可以用沥青浸渍木块并再次燃烧,以减少其孔隙率。浸渍通常使用比用作粘合剂的沥青粘度低的沥青。低粘度是为了更精确地填充空隙。
在这个阶段,碳原子的矩阵已经有序排列,从碳到石墨的过渡过程称为石墨化。石墨化是将生产的块状材料加热到约3000℃的温度。石墨化后,其密度、导电性、导热性和耐腐蚀性都有明显改善,加工效率也会提高。
石墨化后,必须检查所有的石墨特性--包括晶粒大小、密度、弯曲和压缩强度。
一旦材料完全准备好并经过检查,就可以按照客户的文件要求进行生产。
如果等静压石墨用于半导体、硅单晶和原子能工业,它需要高纯度,所以必须用化学方法去除所有杂质。去除石墨杂质的典型做法是将石墨化的产品放在卤素气体中,加热到2000℃左右。
根据石墨的应用,其表面可以被铣削,具有光滑的表面。
经过最后的加工,成品的石墨细节被包装并发送给客户。
这种类型的石墨适用于以下行业。
我们的等静压石墨是通过冷等静压(CIP)方法生产的。这种非常细小的石墨材料可以达到很高的密度。
焦炭是炼油厂通过加热硬煤(600-1200°C)生产的一种成分。这个过程在一个专门设计的焦炉中进行,使用燃烧气体和有限的氧气供应。它的热值比传统的化石煤高。
原材料经过检查后,被粉碎到一定的颗粒大小。研磨材料的特殊机器,将获得的非常细的煤粉转移到特殊的袋子里,并根据粒度进行分类。
这是硬煤焦化(即在1000-1200°C无空气烘烤)的一种副产品。沥青是一种致密的黑色液体。
当焦炭研磨过程完成后,它与沥青结合。这两种原料在高温下混合,以便煤可以融化并与焦炭颗粒结合。
在混合过程后,形成小的碳球,必须再次研磨成非常细的颗粒。
一旦所需尺寸的细粒准备好了,接下来就是压制阶段。获得的粉末被放置在大型模具中,这些模具的尺寸与最终块状物的尺寸相对应。模具中的碳粉暴露在高压下(超过150兆帕),对颗粒施加相等的力和压力,使它们对称排列,从而均匀地分布。这种方法可以在整个模具中获得相同的石墨参数。
接下来,同时也是最长的阶段(2-3个月)是在炉子里烘烤。均匀压制的材料被放置在温度达到1000℃的大炉子里。为了避免任何缺陷或裂缝,炉内的温度被不断控制。烘烤结束后,木块就达到了所需的硬度。
在这个阶段,可以用沥青浸渍木块并再次燃烧,以减少其孔隙率。浸渍通常使用比用作粘合剂的沥青粘度低的沥青。低粘度是为了更精确地填充空隙。
在这个阶段,碳原子的矩阵已经有序排列,从碳到石墨的过渡过程称为石墨化。石墨化是将生产的块状材料加热到约3000℃的温度。石墨化后,其密度、导电性、导热性和耐腐蚀性都有明显改善,加工效率也会提高。
石墨化后,必须检查所有的石墨特性--包括晶粒大小、密度、弯曲和压缩强度。
一旦材料完全准备好并经过检查,就可以按照客户的文件要求进行生产。
如果等静压石墨用于半导体、硅单晶和原子能工业,它需要高纯度,所以必须用化学方法去除所有杂质。去除石墨杂质的典型做法是将石墨化的产品放在卤素气体中,加热到2000℃左右。
根据石墨的应用,其表面可以被铣削,具有光滑的表面。
经过最后的加工,成品的石墨细节被包装并发送给客户。
我们可以以下列形式提供我们的等静压石墨。
我们加工的同位素石墨产品也可以根据要求提纯到<5ppm。
这种类型的石墨适用于以下行业。
碳纤维复合材料结合了碳元素的独特性能(特别是高耐热和耐化学腐蚀)和碳纤维的物理性能,使最终产品具有高强度和高弹性。
C/C复合材料是由碳纤维生产的,碳纤维层层叠加,形成碳纤维基体。这些复合材料能够生产出具有出色的耐热性、重量轻和强度高的部件。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}