Graphit
Beständig gegen hohe Temperaturen, beständig gegen Temperaturschock, hoher Schmelzpunkt, hohe Reinheit.
Graphithersteller behaupten sich in der Welt des Feuerfestes, wo der von ihnen verkaufte Graphit für den Bau von Ofen- und Hochofensteinen verwendet wird. Er wird auch zur Herstellung von Schmelztiegeln, Pfannen und Formen zur Aufnahme geschmolzener Metalle verwendet. Graphitflocken sind eines der am häufigsten verwendeten Materialien bei der Herstellung von feuerfesten Materialien, die für den Strangguss von Stahl hergestellt werden. Mit dem extrem hohen Schmelzpunkt von Graphit kann ein Hersteller nicht viel falsch machen, wenn er die chemische Industrie beliefert.

Graphit wird in solchen Hochtemperaturprozessen wie der Herstellung von Phosphor und Kalziumkarbid in Lichtbogenöfen verwendet. Es wird auch verwendet, um Elektrizität in einigen wässrigen elektrolytischen Prozessen wie der Herstellung von Halogenen wie Chlor und Fluor zu leiten. Hochreiner Elektrographit ist aufgrund seiner geringen Absorption von Neutronen, seiner hohen Wärmeleitfähigkeit und seiner gleichbleibenden Festigkeit bei hohen Temperaturen gut für die Nuklearindustrie geeignet.
Für viele Ofen- und andere Hochtemperaturanwendungen können wir Teile aus extrudiertem Graphit anbieten. Obwohl die Festigkeit von extrudiertem Graphit etwas geringer ist als die von ISO-Graphit, eignet er sich dennoch ideal für viele Anwendungen, wie z. B. Ofenheizelemente, Vorrichtungen und Möbel, Suszeptoren, Formen, Tiegel und Sinterschalen und -boote. Extrudierter Graphit wird auch häufig als Kathoden- oder Anodenmaterial in einer Vielzahl von Elektrolysezellenanwendungen eingesetzt.
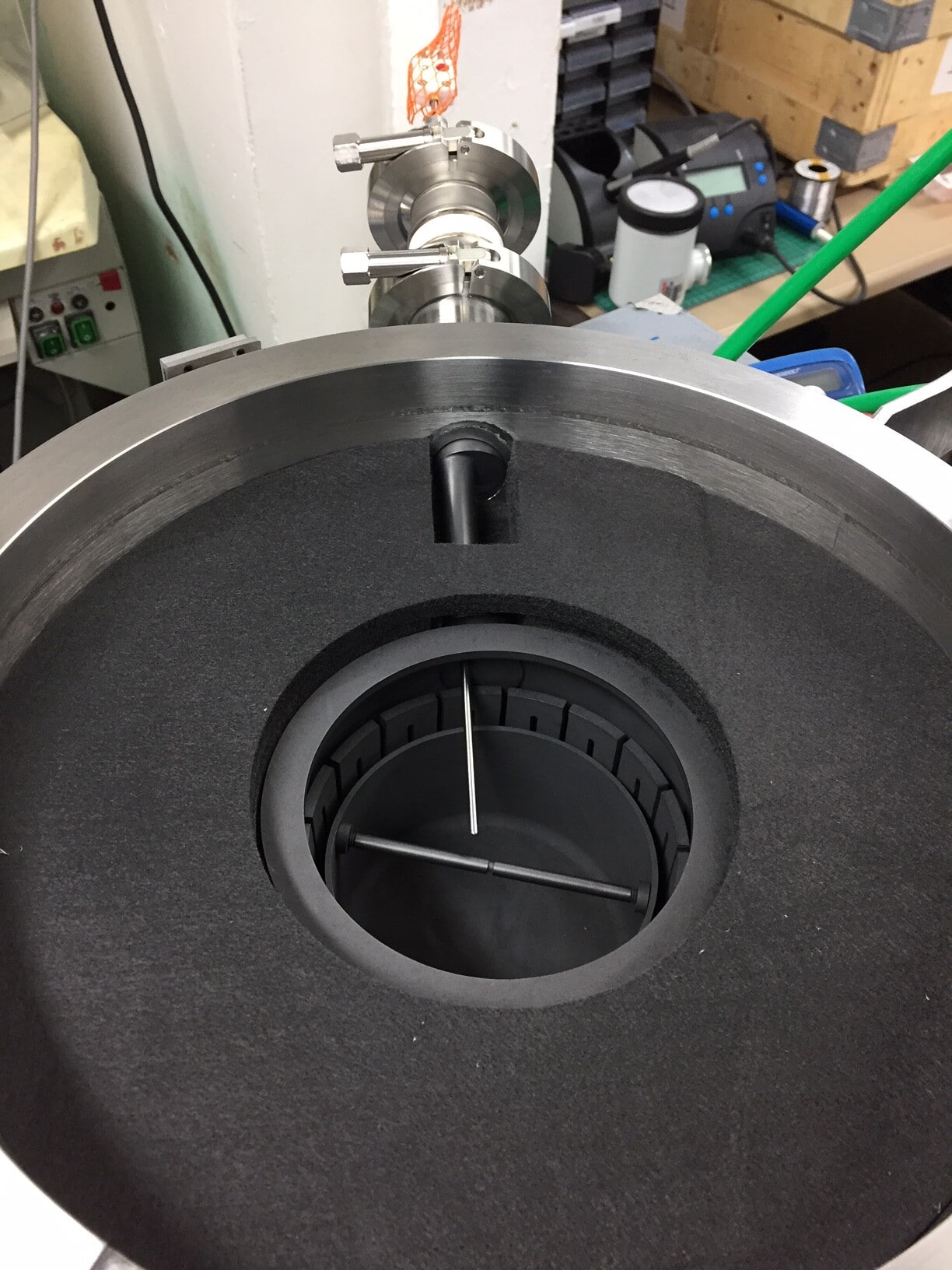
Das Silizium wird gereinigt, mit anderen Elementen in einen Tiegel gegeben und dann bei einer sehr hohen Temperatur geschmolzen. Ein Siliziumstab wird auf die Oberfläche des geschmolzenen Siliziums im Tiegel gelegt und dann gezogen und gedreht, um einen monokristallinen Barren zu bilden.
Anwendungen: Ziehen von monokristallinem Silizium (bekannt als Czochralski-Technik, manchmal auch CZ-Pulling genannt)
Bei der Ionenimplantation sind metallische Bauteile durch die Ionenstrahlkollisionen einem hohen Verschleiß ausgesetzt. Zum Schutz solcher Komponenten werden Graphitabschirmungen verwendet.
Sie weisen eine relativ feine Korngröße auf und haben gute mechanische, elektrische und thermische Eigenschaften bei geringem Aschegehalt. Die bevorzugte Kornorientierung ist ihre herausragende Eigenschaft. Dichte, Festigkeit und Oxidationsbeständigkeit können durch weitere Imprägnierung verbessert werden.
Koks ist eine Komponente, die in Raffinerien durch Erhitzen von Steinkohle (600°C - 1200°C) hergestellt wird. Dabei kommen speziell konstruierte Öfen zum Einsatz, die Verbrennungsgase mit begrenzter Sauerstoffverfügbarkeit verwenden.
Nach der Kontrolle der Rohstoffe werden diese auf eine bestimmte Korngröße zerkleinert. Spezielle Maschinen, die das Material zerkleinern, leiten den gewonnenen sehr feinen Kohlenstaub in spezielle Säcke und er wird nach der Korngröße sortiert.
Dies ist ein Nebenprodukt der Verkokung (d.h. Röstung ohne Luft bei 1000-1200°C) von Steinkohle. Pech ist eine dichte schwarze Flüssigkeit.
Nach dem Mahlen des Kokses wird dieser mit Pech kombiniert. Beide Rohstoffe werden bei hohen Temperaturen gemischt, damit die Kohle schmelzen und sich mit den Kokskörnern verbinden kann.
Nach dem Mischvorgang bilden sich kleine Kohlenstoffkugeln, die nochmals zu sehr feinen Körnern gemahlen werden müssen.
Beim Strangpressen wird ein Pulvergemisch durch eine Düse mit einer Öffnung in einer Richtung gepresst. Das Ergebnis der Extrusion ist ein langes Produkt (Stäbe, Blöcke, Rohre) mit einem regelmäßigen Querschnitt. Extrudierte Graphitmaterialien sind isotrop, d. h. die Eigenschaften in der Extrusionsrichtung unterscheiden sich von denen in den anderen Richtungen.
Die nächste und gleichzeitig längste Etappe (2-3 Monate) ist das Backen im Ofen. Gleichmäßig gepresstes Material wird in große Öfen gelegt, wo die Temperatur 1000°C erreicht. Um jegliche Defekte oder Risse zu vermeiden, wird die Temperatur im Ofen ständig kontrolliert. Nach dem Backen erreicht der Block die gewünschte Härte.
In diesem Stadium des Prozesses kann der Block mit Pech imprägniert und erneut gebrannt werden, um seine Porosität zu verringern. Die Imprägnierung erfolgt in der Regel mit Pech, das eine niedrigere Viskosität hat als das als Bindemittel verwendete Pech. Eine niedrige Viskosität ist erforderlich, um die Lücken genauer zu füllen.
In diesem Stadium ist die Matrix aus Kohlenstoffatomen bereits in geordneter Weise angeordnet, und der Prozess des Übergangs von Kohlenstoff zu Graphit wird als Graphitieren bezeichnet. Unter Graphitieren versteht man das Erhitzen der hergestellten Blöcke auf eine Temperatur von ca. 3000°C. Nach dem Graphitieren werden die Dichte, die elektrische Leitfähigkeit, die Wärmeleitfähigkeit und die Korrosionsbeständigkeit deutlich verbessert und die Bearbeitungseffizienz wird erhöht.
Sobald das Material vollständig fertiggestellt und geprüft ist, kann es gemäß der Kundendokumentation gefertigt werden.
Nach der Graphitierung ist es wichtig, alle Graphiteigenschaften zu überprüfen - einschließlich Korngröße, Dichte, Biege- und Druckfestigkeit.
Wenn isostatischer Graphit in der Halbleiter-, Silizium-Einkristall- und Atomenergie-Industrie verwendet wird, ist eine hohe Reinheit erforderlich, so dass alle Verunreinigungen durch chemische Methoden entfernt werden müssen. Ein typisches Verfahren zur Entfernung von Verunreinigungen des Graphits besteht darin, das graphitierte Produkt in ein Halogengas zu legen und auf etwa 2000°C zu erhitzen.
Je nach Anwendung von Graphit können seine Oberflächen gefräst sein und glatte Oberflächen haben.
Nach Abschluss der Endbearbeitung wird das fertige Graphitdetail an den Kunden versandt.
Diese Art von Graphit ist für die folgenden Branchen relevant:
Expandierbare Graphitpulver werden aus natürlichem Flockengraphit hergestellt, der durch chemische oder elektrochemische Prozesse behandelt wird. Sie können sich bei hoher Temperatur um das 150-250-fache ihres Volumens ausdehnen und haben eine große Oberfläche, eine hohe Oberflächenenergie, gute Flexibilität, Elastizität und Plastizität usw.
Klassen | Partikelgröße (Maschenweite) | min. Fester Kohlenstoff (%) | min. Plus Masche (%) | min. Minus Größe (%) | max. Feuchte (%) | max. Fe (ppm) | max. Mo (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | - | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | - | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | - | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | - | 0.2 | 50 | 0.4 |
| Klassen | Partikelgröße (Maschenweite) | min. Fester Kohlenstoff (%) | min. Minus Masche (%) | min. Feuchte (%) |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| Klassen | C (%) min. | Esche (%) max. | H2O (%) max. | Partikel Größe D50 (μm) | Gewindebohrer (g/m1) | Morphologie |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | Nahezu sphäroid |
| Klassen | C (%) min. | Esche (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | As (ppm) max. | Pb (ppm) max. | Cd (ppm) max. | Cr (ppm) max. | Partikelgröße Masche |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| Klassen | C (%) min. | Esche (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | Ph | Partikelgröße Masche |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
Diese Art von Graphit ist für die folgenden Branchen relevant:
Geformte gepresste Graphitwerkstoffe mit feiner Korngröße haben eine hohe Anisotropie. Dieses Material bietet ein extrem breites Eigenschaftsspektrum in Bezug auf mechanische Festigkeit, Reibung und Leitfähigkeit, das durch Imprägnierung mit Harz oder Metall noch weiter verbessert wird.
Aufgrund ihrer feinkörnigen und homogenen Struktur können Thermic Edge Graphite oft den teureren isostatisch gepressten Graphit ersetzen. Allerdings sind die Abmessungen begrenzt.
Koks ist eine Komponente, die in Ölraffinerien durch Erhitzen von Steinkohle (600-1200°C) hergestellt wird. Dieser Prozess findet in einem speziell konstruierten Koksofen statt, unter Verwendung von Verbrennungsgasen und begrenzter Sauerstoffverfügbarkeit. Er hat einen höheren Heizwert als herkömmliche fossile Kohle.
Nach der Kontrolle der Rohstoffe werden diese auf eine bestimmte Korngröße zerkleinert. Spezielle Maschinen, die das Material zerkleinern, leiten den gewonnenen sehr feinen Kohlenstaub in spezielle Säcke und er wird nach der Korngröße sortiert.
Dies ist ein Nebenprodukt der Verkokung (d.h. Röstung ohne Luft bei 1000-1200°C) von Steinkohle. Pech ist eine dichte schwarze Flüssigkeit.
Nach dem Mahlen des Kokses wird dieser mit Pech kombiniert. Beide Rohstoffe werden bei hohen Temperaturen gemischt, damit die Kohle schmelzen und sich mit den Kokskörnern verbinden kann.
Nach dem Mischvorgang bilden sich kleine Kohlenstoffkugeln, die nochmals zu sehr feinen Körnern gemahlen werden müssen.
Das Formpressen ist ein Verfahren zur Verdichtung von Pulver durch Anwendung von einachsigem Druck auf Pulver, das in eine Form eingelegt wird. Der Druck wird in einer Richtung auf die Pulvermischung ausgeübt und ist abhängig von der Form der Form, die den Druck hält. Durch das Einstellen verschiedener Drücke auf die Form können Unterschiede in den Graphiteigenschaften erzielt werden.
Die nächste und gleichzeitig längste Etappe (2-3 Monate) ist das Backen im Ofen. Gleichmäßig gepresstes Material wird in große Öfen gelegt, wo die Temperatur 1000°C erreicht. Um jegliche Defekte oder Risse zu vermeiden, wird die Temperatur im Ofen ständig kontrolliert. Nach dem Backen erreicht der Block die gewünschte Härte.
In diesem Stadium des Prozesses kann der Block mit Pech imprägniert und erneut gebrannt werden, um seine Porosität zu verringern. Die Imprägnierung erfolgt in der Regel mit Pech, das eine niedrigere Viskosität hat als das als Bindemittel verwendete Pech. Eine niedrige Viskosität ist erforderlich, um die Lücken genauer zu füllen.
In diesem Stadium ist die Matrix aus Kohlenstoffatomen bereits in geordneter Weise angeordnet, und der Prozess des Übergangs von Kohlenstoff zu Graphit wird als Graphitieren bezeichnet. Unter Graphitieren versteht man das Erhitzen der hergestellten Blöcke auf eine Temperatur von ca. 3000°C. Nach dem Graphitieren werden die Dichte, die elektrische Leitfähigkeit, die Wärmeleitfähigkeit und die Korrosionsbeständigkeit deutlich verbessert und die Bearbeitungseffizienz wird erhöht.
Nach der Graphitierung ist es wichtig, alle Graphiteigenschaften zu überprüfen - einschließlich Korngröße, Dichte, Biege- und Druckfestigkeit.
Sobald das Material vollständig fertiggestellt und geprüft ist, kann es gemäß der Kundendokumentation gefertigt werden.
Wenn isostatischer Graphit in der Halbleiter-, Silizium-Einkristall- und Atomenergie-Industrie verwendet wird, ist eine hohe Reinheit erforderlich, so dass alle Verunreinigungen durch chemische Methoden entfernt werden müssen. Ein typisches Verfahren zur Entfernung von Verunreinigungen des Graphits besteht darin, das graphitierte Produkt in ein Halogengas zu legen und auf etwa 2000°C zu erhitzen.
Je nach Anwendung von Graphit können seine Oberflächen gefräst sein und glatte Oberflächen haben.
Nach der Endbearbeitung wird das fertige Graphitdetail verpackt und an den Kunden verschickt.
Diese Art von Graphit ist für die folgenden Branchen relevant:
Unsere vibrationsgeformten Graphite haben eine mittlere Korngröße, mit einer guten homogenen Struktur, nahezu isotropen Eigenschaften und geringem Aschegehalt. Sie können in großen Größen wie 400x650x2200mm, 400x850x1900mm und 800x850x3300mm hergestellt werden.
Koks ist eine Komponente, die in Ölraffinerien durch Erhitzen von Steinkohle (600-1200°C) hergestellt wird. Dieser Prozess findet in einem speziell konstruierten Koksofen statt, unter Verwendung von Verbrennungsgasen und begrenzter Sauerstoffverfügbarkeit. Er hat einen höheren Heizwert als herkömmliche fossile Kohle.
Nach der Kontrolle der Rohstoffe werden diese auf eine bestimmte Korngröße zerkleinert. Spezielle Maschinen, die das Material zerkleinern, leiten den gewonnenen sehr feinen Kohlenstaub in spezielle Säcke und er wird nach der Korngröße sortiert.
Dies ist ein Nebenprodukt der Verkokung (d.h. Röstung ohne Luft bei 1000-1200°C) von Steinkohle. Pech ist eine dichte schwarze Flüssigkeit.
Nach dem Mahlen des Kokses wird dieser mit Pech kombiniert. Beide Rohstoffe werden bei hohen Temperaturen gemischt, damit die Kohle schmelzen und sich mit den Kokskörnern verbinden kann.
Nach dem Mischvorgang bilden sich kleine Kohlenstoffkugeln, die nochmals zu sehr feinen Körnern gemahlen werden müssen.
Das Vibrationsgießen ist ein diskontinuierliches Verfahren zur Formgebung großformatiger Produkte. Eine Form wird mit einer pastösen Mischung gefüllt, dann wird eine schwere Metallplatte darüber gelegt. Im nächsten Schritt wird das Material durch Rütteln der Form verdichtet. Die geformten Festkörper weisen im Vergleich zu extrudierten Materialien eine höhere Isotropie auf.
Die nächste und gleichzeitig längste Etappe (2-3 Monate) ist das Backen im Ofen. Gleichmäßig gepresstes Material wird in große Öfen gelegt, wo die Temperatur 1000°C erreicht. Um jegliche Defekte oder Risse zu vermeiden, wird die Temperatur im Ofen ständig kontrolliert. Nach dem Backen erreicht der Block die gewünschte Härte.
In diesem Stadium des Prozesses kann der Block mit Pech imprägniert und erneut gebrannt werden, um seine Porosität zu verringern. Die Imprägnierung erfolgt in der Regel mit Pech, das eine niedrigere Viskosität hat als das als Bindemittel verwendete Pech. Eine niedrige Viskosität ist erforderlich, um die Lücken genauer zu füllen.
In diesem Stadium ist die Matrix aus Kohlenstoffatomen bereits in geordneter Weise angeordnet, und der Prozess des Übergangs von Kohlenstoff zu Graphit wird als Graphitieren bezeichnet. Unter Graphitieren versteht man das Erhitzen der hergestellten Blöcke auf eine Temperatur von ca. 3000°C. Nach dem Graphitieren werden die Dichte, die elektrische Leitfähigkeit, die Wärmeleitfähigkeit und die Korrosionsbeständigkeit deutlich verbessert und die Bearbeitungseffizienz wird erhöht.
Nach der Graphitierung ist es wichtig, alle Graphiteigenschaften zu überprüfen - einschließlich Korngröße, Dichte, Biege- und Druckfestigkeit.
Sobald das Material vollständig fertiggestellt und geprüft ist, kann es gemäß der Kundendokumentation gefertigt werden.
Wenn isostatischer Graphit in der Halbleiter-, Silizium-Einkristall- und Atomenergie-Industrie verwendet wird, ist eine hohe Reinheit erforderlich, so dass alle Verunreinigungen durch chemische Methoden entfernt werden müssen. Ein typisches Verfahren zur Entfernung von Verunreinigungen des Graphits besteht darin, das graphitierte Produkt in ein Halogengas zu legen und auf etwa 2000°C zu erhitzen.
Je nach Anwendung von Graphit können seine Oberflächen gefräst sein und glatte Oberflächen haben.
Nach der Endbearbeitung wird das fertige Graphitdetail verpackt und an den Kunden verschickt.
Diese Art von Graphit ist für die folgenden Branchen relevant:
Unsere isostatisch gepressten Graphite werden nach dem Verfahren des Kalt-Isostatischen Pressens (CIP) hergestellt. Mit diesem sehr feinkörnigen Graphitmaterial können hohe Dichten erreicht werden.
Koks ist eine Komponente, die in Ölraffinerien durch Erhitzen von Steinkohle (600-1200°C) hergestellt wird. Dieser Prozess findet in einem speziell konstruierten Koksofen statt, unter Verwendung von Verbrennungsgasen und begrenzter Sauerstoffverfügbarkeit. Er hat einen höheren Heizwert als herkömmliche fossile Kohle.
Nach der Kontrolle der Rohstoffe werden diese auf eine bestimmte Korngröße zerkleinert. Spezielle Maschinen, die das Material zerkleinern, leiten den gewonnenen sehr feinen Kohlenstaub in spezielle Säcke und er wird nach der Korngröße sortiert.
Dies ist ein Nebenprodukt der Verkokung (d.h. Röstung ohne Luft bei 1000-1200°C) von Steinkohle. Pech ist eine dichte schwarze Flüssigkeit.
Nach dem Mahlen des Kokses wird dieser mit Pech kombiniert. Beide Rohstoffe werden bei hohen Temperaturen gemischt, damit die Kohle schmelzen und sich mit den Kokskörnern verbinden kann.
Nach dem Mischvorgang bilden sich kleine Kohlenstoffkugeln, die nochmals zu sehr feinen Körnern gemahlen werden müssen.
Sobald die feinen Körner der gewünschten Größe fertig sind, folgt die Pressphase. Das gewonnene Pulver wird in große Formen gegeben, deren Größe den endgültigen Blockgrößen entspricht. Der pulverisierte Kohlenstoff in den Formen wird einem hohen Druck (über 150 MPa) ausgesetzt, der eine gleichmäßige Kraft und einen gleichmäßigen Druck auf die Körner ausübt, so dass diese symmetrisch angeordnet und folglich gleichmäßig verteilt sind. Diese Methode ermöglicht es, die gleichen Parameter des Graphits über die gesamte Form zu erhalten.
Die nächste und gleichzeitig längste Etappe (2-3 Monate) ist das Backen im Ofen. Gleichmäßig gepresstes Material wird in große Öfen gelegt, wo die Temperatur 1000°C erreicht. Um jegliche Defekte oder Risse zu vermeiden, wird die Temperatur im Ofen ständig kontrolliert. Nach dem Backen erreicht der Block die gewünschte Härte.
In diesem Stadium des Prozesses kann der Block mit Pech imprägniert und erneut gebrannt werden, um seine Porosität zu verringern. Die Imprägnierung erfolgt in der Regel mit Pech, das eine niedrigere Viskosität hat als das als Bindemittel verwendete Pech. Eine niedrige Viskosität ist erforderlich, um die Lücken genauer zu füllen.
In diesem Stadium ist die Matrix aus Kohlenstoffatomen bereits in geordneter Weise angeordnet, und der Prozess des Übergangs von Kohlenstoff zu Graphit wird als Graphitieren bezeichnet. Unter Graphitieren versteht man das Erhitzen der hergestellten Blöcke auf eine Temperatur von ca. 3000°C. Nach dem Graphitieren werden die Dichte, die elektrische Leitfähigkeit, die Wärmeleitfähigkeit und die Korrosionsbeständigkeit deutlich verbessert und die Bearbeitungseffizienz wird erhöht.
Nach der Graphitierung ist es wichtig, alle Graphiteigenschaften zu überprüfen - einschließlich Korngröße, Dichte, Biege- und Druckfestigkeit.
Sobald das Material vollständig fertiggestellt und geprüft ist, kann es gemäß der Kundendokumentation gefertigt werden.
Wenn isostatischer Graphit in der Halbleiter-, Silizium-Einkristall- und Atomenergie-Industrie verwendet wird, ist eine hohe Reinheit erforderlich, so dass alle Verunreinigungen durch chemische Methoden entfernt werden müssen. Ein typisches Verfahren zur Entfernung von Verunreinigungen des Graphits besteht darin, das graphitierte Produkt in ein Halogengas zu legen und auf etwa 2000°C zu erhitzen.
Je nach Anwendung von Graphit können seine Oberflächen gefräst sein und glatte Oberflächen haben.
Nach der Endbearbeitung wird das fertige Graphitdetail verpackt und an den Kunden verschickt.
Wir können unseren isostatischen Graphit in folgenden Formen liefern:
Unsere bearbeiteten isotatischen Graphitprodukte können auf Wunsch auch auf <5ppm gereinigt werden.
Diese Art von Graphit ist für die folgenden Branchen relevant:
Carbon Carbon-Verbundwerkstoffe kombinieren einzigartige Eigenschaften des Elements Carbon (insbesondere hohe Hitze- und chemische Korrosionsbeständigkeit) mit den physikalischen Eigenschaften von Carbonfasern, die dem Endprodukt eine hohe Festigkeit und Elastizität verleihen.
CFC-Verbundwerkstoffe werden aus Kohlenstofffasern hergestellt, die schichtweise zu einer Kohlenstofffasermatrix aufgebaut werden. Diese Verbundwerkstoffe ermöglichen die Herstellung von Teilen mit ausgezeichneter Wärmebeständigkeit, geringem Gewicht und hoher Festigkeit.
Wir bei Thermic Edge sind stolz darauf, an der Spitze der Vakuum-Heiztechnologie-Industrie zu stehen. Wir bieten einen kompletten Service, unsere maßgeschneiderten und vielseitigen Produktreihen geben Ihnen die notwendigen Werkzeuge für jede Inert-, HV- oder UHV-Anwendung.
Diese Website verwendet Cookies, um Ihnen das beste Erlebnis zu bieten. Bitte lesen Sie unsere Datenschutzerklärung für weitere Informationen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}