Graphite
Resistant to High Temperatures, Resistant to Thermal Shock, High Melting Point, High Purity.
Graphite manufacturers hold their own in the refractory world, where the graphite they sell is used to build kiln and blast furnace bricks. It is also used to produce crucibles, ladles and moulds for holding molten metals. Graphite flake is one of the most commonly used materials in the manufacturing of refractories made for the continuous casting of steel. With graphites extremely high melting point, a manufacturer cannot go wrong by catering to the chemical industry.

Graphite is used in such high-temperature processes as the production of phosphorus and calcium carbide in arc furnaces. It is also used to conduct electricity in some aqueous electrolytic processes like the production of halogens like chlorine and fluorine. High purity electrographite is well-suited to the nuclear industry because of its low absorption of neutrons, high thermal conductivity and maintained strength at high temperatures.
For many furnace and other high temperature applications, we can offer parts made from extruded graphite. Although slightly lower in strength than ISO Graphite, Extruded Grades are nonetheless ideally suited for many applications including furnace heating elements, fixtures and furniture, susceptors, moulds, crucibles and sintering trays & boats. Extruded graphite is also widely used as a cathode or anode material in a wide variety of electrolytic cell applications.
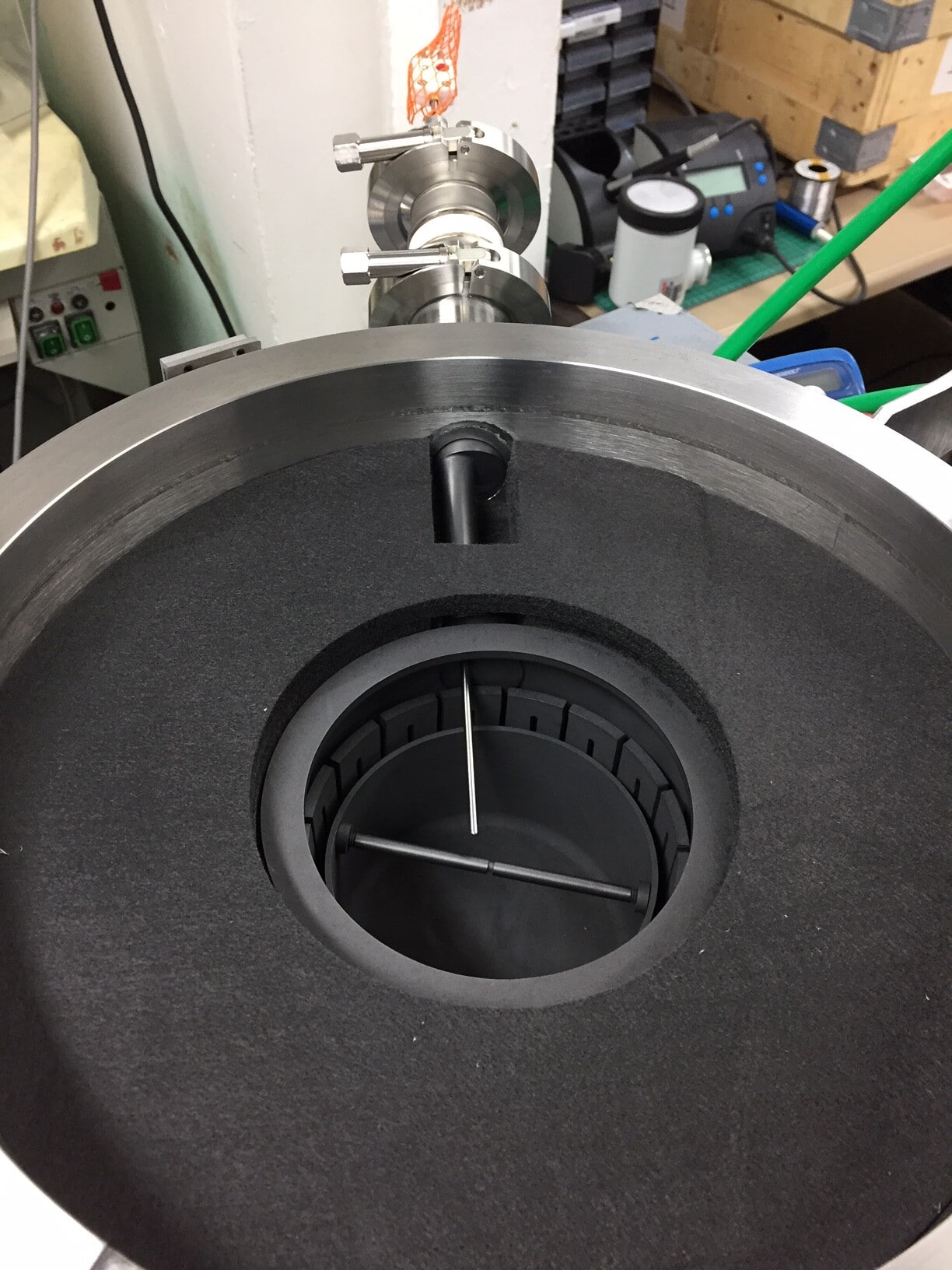
The silicon is purified, put into a crucible with other elements then melted at a very high temperature. A silicon rod is placed on the surface of the molten silicon in the crucible, and then pulled and rotated to form a monocrystalline ingot.
Applications: Monocrystalline silicon pulling (known as the Czochralski technique, and sometimes called CZ pulling)
In ion implantation, the ion beam collisions expose metal components to high amounts of wear. Graphite shields are used to protect such components.
They have a relatively fine grain size and have good mechanical, electrical, and thermal properties, with low ash content. Preferential grain orientation is their prominent property. Density, strength, and oxidation resistance can be improved by further impregnation.
Coke is a component produced in refineries by heating hard coal (600°C – 1200°C). This involves specifically designed ovens using combustion gases with limited oxygen availability.
After the raw materials have been checked, they are pulverized to certain grain size. Special machines, which grind the material, transfer the obtained very fine coal dust into special bags and it is sorted according to the grain size.
This is a by-product of coking (i.e. roasting without air at 1000-1200°C) of hard coal. Pitch is a dense black liquid.
When the coke milling process is completed, it is combined with pitch. Both raw materials are mixed at high temperatures so that the coal can melt and combine with the coke grains.
After the mixing process, small carbon balls are formed, which must be milled again into very fine grains.
Extrusion involves forming a mixture of powders by forcing them through a die with an opening in one direction. Extrusion results in a long product (rods, blocks, pipes) with a regular cross-section. Extruded graphite materials are isotropic, which means that the properties in the extrusion direction differ from those in the other directions.
The next and at the same time the longest stage (2-3 months) is baking in the furnace. Evenly pressed material is placed in large furnaces where the temperature reaches 1000°C. To avoid any defects or cracks, the temperature in the furnace is constantly controlled. When baking is finished, the block achieves the desired hardness.
At this stage of the process, the block can be impregnated with pitch and burned again to reduce its porosity. Impregnation is usually done using pitch with a lower viscosity than the pitch used as a binder. A low viscosity is required to fill the gaps more precisely.
At this stage, the matrix of carbon atoms is already arranged in an orderly manner, and the process of transition from carbon to graphite is called graphitizing. Graphitizing is the heating of the produced blocks to a temperature of about 3000°C. After graphitizing, the density, electrical conductivity, thermal conductivity and corrosion resistance are significantly improved and the machining efficiency is increased.
Once the material is completely ready and inspected, it can be manufactured according to customer documentation.
After graphitization, it is essential to inspect all graphite properties – including grain size, density, bending and compression strength.
If isostatic graphite is used in semiconductor, silicon monocrystalline and atomic energy industries, it requires high purity, so all impurities must be removed by chemical methods. A typical practice of removing impurities of graphite is to place the graphitized product in a halogen gas and heat it to about 2000°C.
Depending on the application of graphite, its surfaces can be milled and have smooth surfaces.
After final machining is complete, the finished graphite detail is sent out to the customer.
This type of Graphite is relevant for the following industries:
Expandable graphite powders are made from natural flake graphite treated by chemical or electro-chemical processes. They can expand 150-250 times in volume at high temperature with large surface area, high surface energy, good flexibility, resilience and plasticity etc.
Grades | Particle Size (mesh) | min. Fixed Carbon (%) | min. Plus Mesh (%) | min. Minus Size (%) | max. Moisture (%) | max. Fe (ppm) | max. Mo (ppm) |
|---|---|---|---|---|---|---|---|
CG-HP 01 | -100/-200 -325/-400 | 99.9 | – | 80 | 0.2 | 50 | 0.4 |
CG-HP 02 | 50/80/100 | 99.98 | 80 | – | 0.2 | 20 | 0.1 |
CG-HP 03 | -100/-200 -325/-400 | 99.98 | – | 80 | 0.2 | 20 | 0.1 |
CG-HP 04 | 50/80/100 | 99.9 | 80 | – | 0.2 | 50 | 0.4 |
| Grades | Particle Size (mesh) | min. Fixed Carbon (%) | min. Minus Mesh (%) | min. Moisture (%) |
|---|---|---|---|---|
| CG-FP 01 | 800 | 99.98 | 90 | 0.2 |
| CG-FP 02 | 1 | 99.95 | 90 | 0.2 |
| CG-FP 03 | 2 | 99.9 | 90 | 0.2 |
| CG-FP 04 | 4 | 99 | 90 | 0.2 |
| CG-FP-05 | 5 | 99 | 90 | 0.2 |
| Grades | C (%) min. | Ash (%) max. | H2O (%) max. | Particel Size D50 (μm) | Tap (g/m1) | Morphology |
|---|---|---|---|---|---|---|
| CG-PLB | 99.9 | 0.1 | 0.1 | 18-22 | 0.90 | Nearly spheroid |
| Grades | C (%) min. | Ash (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | As (ppm) max. | Pb (ppm) max. | Cd (ppm) max. | Cr (ppm) max. | Particle Size mesh |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CG-PAB | 99.9 | 0.1 | 0.5 | 30 | 5.0 | 1.05.2020 | 0.5 | 5.0 | 5.0 | 5.0 | -325 |
| Grades | C (%) min. | Ash (%) max. | H2O (%) max. | Fe (ppm) max. | Mo (ppm) max. | Cu (ppm) max. | Ph | Particle Size mesh |
|---|---|---|---|---|---|---|---|---|
| CG-PFC | 99.8 | 0.2 | 0.1 | 50 | 0.5 | 0.6 | 6.3 ± 0.3 | -325 |
This type of Graphite is relevant for the following industries:
Molded pressed graphite materials with fine grain size have a high anisotropy. This material provides an extremely wide range of properties in terms of mechanical strength, friction and conductivity, which is even further enhanced by impregnation with resin or metal.
Because of their fine grain and homogeneous structure of Thermic Edge Graphites, it can often replace the more expensive isostatically pressed graphite. However, the dimensions are limited.
Coke is a component produced in oil refineries by heating hard coal (600-1200°C). This process takes place in a specially designed coke oven, using combustion gases and limited oxygen availability. It has a higher calorific value than conventional fossil coal.
After the raw materials have been checked, they are pulverised to a certain grain size. Special machines, which grind the material, transfer the obtained very fine coal dust into special bags and it is sorted according to the grain size.
This is a by-product of coking (i.e. roasting without air at 1000-1200°C) of hard coal. Pitch is a dense black liquid.
When the coke milling process is completed, it is combined with pitch. Both raw materials are mixed at high temperatures so that the coal can melt and combine with the coke grains.
After the mixing process, small carbon balls are formed, which must be milled again into very fine grains.
Die molding is a method of compacting powder by applying uniaxial pressure to powder inserted into a mold. Pressure is applied to the powder mixture in one direction and is dependent on the shape of the mold holding the pressure. With setting diverse pressures on the mold, differences of the graphite properties can be obtained.
The next and at the same time the longest stage (2-3 months) is baking in the furnace. Evenly pressed material is placed in large furnaces where the temperature reaches 1000°C. To avoid any defects or cracks, the temperature in the furnace is constantly controlled. When baking is finished, the block achieves the desired hardness.
At this stage of the process, the block can be impregnated with pitch and burned again to reduce its porosity. Impregnation is usually done using pitch with a lower viscosity than the pitch used as a binder. A low viscosity is required to fill the gaps more precisely.
At this stage, the matrix of carbon atoms is already arranged in an orderly manner, and the process of transition from carbon to graphite is called graphitizing. Graphitizing is the heating of the produced blocks to a temperature of about 3000°C. After graphitizing, the density, electrical conductivity, thermal conductivity and corrosion resistance are significantly improved and the machining efficiency is increased.
After graphitization, it is essential to inspect all graphite properties – including grain size, density, bending and compression strength.
Once the material is completely ready and inspected, it can be manufactured according to customer documentation.
If isostatic graphite is used in semiconductor, silicon monocrystalline and atomic energy industries, it requires high purity, so all impurities must be removed by chemical methods. A typical practice of removing impurities of graphite is to place the graphitized product in a halogen gas and heat it to about 2000°C.
Depending on the application of graphite, its surfaces can be milled and have smooth surfaces.
After final machining, the finished graphite detail is packed and sent to the customer.
This type of Graphite is relevant for the following industries:
Our vibration molded graphites have a medium grain size, with a good homogeneous structure, almost isotropic properties and low ash content. They can be produced in large sizes such as 400x650x2200mm, 400x850x1900mm and 800x850x3300mm.
Coke is a component produced in oil refineries by heating hard coal (600-1200°C). This process takes place in a specially designed coke oven, using combustion gases and limited oxygen availability. It has a higher calorific value than conventional fossil coal.
After the raw materials have been checked, they are pulverised to a certain grain size. Special machines, which grind the material, transfer the obtained very fine coal dust into special bags and it is sorted according to the grain size.
This is a by-product of coking (i.e. roasting without air at 1000-1200°C) of hard coal. Pitch is a dense black liquid.
When the coke milling process is completed, it is combined with pitch. Both raw materials are mixed at high temperatures so that the coal can melt and combine with the coke grains.
After the mixing process, small carbon balls are formed, which must be milled again into very fine grains.
Vibration molding is a discontinuous method of shaping large-sized products. A mold is filled with a pasty mixture, then a heavy metal plate is placed over it. In the next step, the material is compacted by vibrating the mold. The formed solids have higher isotropy in comparison to extruded materials.
The next and at the same time the longest stage (2-3 months) is baking in the furnace. Evenly pressed material is placed in large furnaces where the temperature reaches 1000°C. To avoid any defects or cracks, the temperature in the furnace is constantly controlled. When baking is finished, the block achieves the desired hardness.
At this stage of the process, the block can be impregnated with pitch and burned again to reduce its porosity. Impregnation is usually done using pitch with a lower viscosity than the pitch used as a binder. A low viscosity is required to fill the gaps more precisely.
At this stage, the matrix of carbon atoms is already arranged in an orderly manner, and the process of transition from carbon to graphite is called graphitizing. Graphitizing is the heating of the produced blocks to a temperature of about 3000°C. After graphitizing, the density, electrical conductivity, thermal conductivity and corrosion resistance are significantly improved and the machining efficiency is increased.
After graphitization, it is essential to inspect all graphite properties – including grain size, density, bending and compression strength.
Once the material is completely ready and inspected, it can be manufactured according to customer documentation.
If isostatic graphite is used in semiconductor, silicon monocrystalline and atomic energy industries, it requires high purity, so all impurities must be removed by chemical methods. A typical practice of removing impurities of graphite is to place the graphitized product in a halogen gas and heat it to about 2000°C.
Depending on the application of graphite, its surfaces can be milled and have smooth surfaces.
After final machining, the finished graphite detail is packed and sent to the customer.
This type of Graphite is relevant for the following industries:
Our isostatically pressed graphites are produced by the method of Cold Isostatic Pressing (CIP). This very fine grain graphite material allows high densities to be achieved.
Coke is a component produced in oil refineries by heating hard coal (600-1200°C). This process takes place in a specially designed coke oven, using combustion gases and limited oxygen availability. It has a higher calorific value than conventional fossil coal.
After the raw materials have been checked, they are pulverised to a certain grain size. Special machines, which grind the material, transfer the obtained very fine coal dust into special bags and it is sorted according to the grain size.
This is a by-product of coking (i.e. roasting without air at 1000-1200°C) of hard coal. Pitch is a dense black liquid.
When the coke milling process is completed, it is combined with pitch. Both raw materials are mixed at high temperatures so that the coal can melt and combine with the coke grains.
After the mixing process, small carbon balls are formed, which must be milled again into very fine grains.
Once the fine grains of the required size are ready, the pressing stage follows. The obtained powder is placed in large moulds, which have sizes corresponding to the final block sizes. The powdered carbon in the moulds is exposed to high pressure (over 150 MPa), which applies equal force and pressure to the grains, so that they are symmetrically arranged and consequently distributed evenly. This method allows to obtain the same parameters of graphite across the whole mold.
The next and at the same time the longest stage (2-3 months) is baking in the furnace. Evenly pressed material is placed in large furnaces where the temperature reaches 1000°C. To avoid any defects or cracks, the temperature in the furnace is constantly controlled. When baking is finished, the block achieves the desired hardness.
At this stage of the process, the block can be impregnated with pitch and burned again to reduce its porosity. Impregnation is usually done using pitch with a lower viscosity than the pitch used as a binder. A low viscosity is required to fill the gaps more precisely.
At this stage, the matrix of carbon atoms is already arranged in an orderly manner, and the process of transition from carbon to graphite is called graphitizing. Graphitizing is the heating of the produced blocks to a temperature of about 3000°C. After graphitizing, the density, electrical conductivity, thermal conductivity and corrosion resistance are significantly improved and the machining efficiency is increased.
After graphitization, it is essential to inspect all graphite properties – including grain size, density, bending and compression strength.
Once the material is completely ready and inspected, it can be manufactured according to customer documentation.
If isostatic graphite is used in semiconductor, silicon monocrystalline and atomic energy industries, it requires high purity, so all impurities must be removed by chemical methods. A typical practice of removing impurities of graphite is to place the graphitized product in a halogen gas and heat it to about 2000°C.
Depending on the application of graphite, its surfaces can be milled and have smooth surfaces.
After final machining, the finished graphite detail is packed and sent to the customer.
We can deliver our isostatic graphite in the forms of:
Our machined isotatic graphite products can also be purified to <5ppm on request.
This type of Graphite is relevant for the following industries:
Carbon Carbon composite materials combine unique properties of the element Carbon (especially high heat and chemical corrosion resistance) and physical properties of carbon fibers, that give the final product high strength and elasticity.
C/C composites are produced from carbon fibers, that are laid up in layers to form carbon fiber matrix. These composites enable to produce parts with excellent heat resistance, of light weight, and high strength.
At Thermic Edge, we pride ourselves on being at the forefront of the Vacuum Heating Technology Industry. We provide a complete service, our bespoke and versatile ranges give you the tools necessary for any inert, HV or UHV application.
This website uses cookies to ensure you get the best experience. Please see our Privacy Policy for more information.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}